
三菱運(yùn)動(dòng)控制器的應(yīng)用
摘要: 介紹紙尿褲生產(chǎn)線自動(dòng)控制系統(tǒng)的硬件組成和應(yīng)用軟件.選用三菱運(yùn)動(dòng)控制器,設(shè)計(jì)出滿(mǎn)足高精度相位、速度、位置、張力控制要求的自動(dòng)化系統(tǒng).
Abstract:
Key words :
</a>運(yùn)動(dòng)控制器" title="運(yùn)動(dòng)控制器">運(yùn)動(dòng)控制器" title="運(yùn)動(dòng)控制器">運(yùn)動(dòng)控制器,設(shè)計(jì)出滿(mǎn)足高精度相位、速度、位置、張力控制要求的自動(dòng)化系統(tǒng).
關(guān)鍵詞 紙尿褲生產(chǎn)線 三菱運(yùn)動(dòng)控制器 虛模式程序設(shè)計(jì)
1 前言
隨著科學(xué)技術(shù)進(jìn)步和人民生活水平提高,市場(chǎng)對(duì)嬰兒紙尿褲的需求不斷增加,使之出現(xiàn)求大于供的局面。正是由于出現(xiàn)了這樣的商機(jī),一些過(guò)去采用機(jī)械傳動(dòng)式嬰兒紙尿褲生產(chǎn)線機(jī)的設(shè)備制造廠改機(jī)械傳動(dòng)為伺服控制系統(tǒng)以提高設(shè)備的生產(chǎn)效率;還有一些過(guò)去生產(chǎn)餐巾紙,護(hù)墊的設(shè)備制造商紛紛投資制造嬰兒紙尿褲生產(chǎn)線機(jī).華南一家機(jī)械設(shè)備制造商就屬于后者。
嬰兒紙尿褲產(chǎn)品分為: 大碼、中碼、小碼,其長(zhǎng)度從385mm到550mm不等。設(shè)計(jì)速度為200m/min,生產(chǎn)節(jié)拍為400pcs/min,裝機(jī)容量為260kw,精度為±1mm。該機(jī)的傳動(dòng)和控制系統(tǒng)采用三菱的變頻器、伺服放大器和Q02HPLC、Q173CPU及Q172CPU運(yùn)動(dòng)控制器。
2 系統(tǒng)的硬件組成
2.1主要工藝過(guò)程
嬰兒紙尿褲生產(chǎn)線機(jī)主要設(shè)備由以下組成: 8套開(kāi)卷裝置、 8臺(tái)復(fù)合輥和壓輥、6臺(tái)切刀輥及折疊和疊碼裝置.其工藝流程如圖1所示。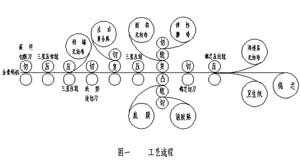 按照具體功能劃分它們是:
按照具體功能劃分它們是:
一 開(kāi)卷裝置
① 導(dǎo)流無(wú)紡布開(kāi)卷
② 衛(wèi)生紙開(kāi)卷
③ 彈性腰帶開(kāi)卷
④ 底膜開(kāi)卷
⑤ 前膠貼開(kāi)卷
⑥ 面料無(wú)紡布開(kāi)卷
⑦ 復(fù)合貼開(kāi)卷
⑧ 擋墻無(wú)紡布開(kāi)卷
二 刀具總成
① 棉芯切刀
② 彈性腰切刀
③ 前膠貼切刀
④ 復(fù)合貼切刀
⑤ 成型邊切刀
⑥ 成型終切刀
三 復(fù)合輥和壓輥
① 棉芯壓紋輥
② 三星壓合輥 1
③ 三星壓合輥 2
④ 三星壓輥牽引
⑤ 導(dǎo)流無(wú)紡布、衛(wèi)生紙、棉芯復(fù)合輥
⑥ 面料無(wú)紡布、彈性腰復(fù)合輥
⑦ 前膠貼、底膜復(fù)合輥
⑧ 左右復(fù)合貼復(fù)合輥
開(kāi)卷裝置將生產(chǎn)紙尿褲需要的各種材料依序輸送至主加工線, 切刀輥則按產(chǎn)品的規(guī)格剪切成各種形狀尺寸,經(jīng)復(fù)合輥和壓輥及最終切斷刀完成嬰兒紙尿褲產(chǎn)品加工.最后經(jīng)折疊、疊碼包裝入袋 。
2.2 硬件組成
系統(tǒng)開(kāi)卷裝置的傳動(dòng)設(shè)備采用三菱FR-540E變頻器; 切刀輥、復(fù)合輥和壓牽輥、輸送輥等設(shè)備采用三菱J2S-B伺服大器.基礎(chǔ)自動(dòng)化采用Q02HPLC、Q173和Q172CPU運(yùn)動(dòng)控制器組成的多CPU系統(tǒng).人機(jī)界面采用三菱GOT985完成參數(shù)設(shè)置、系統(tǒng)監(jiān)控、啟動(dòng)、停止等.其硬件配置如圖2所示.
Q02CPU控制17軸變頻器,Q173CPU控制生產(chǎn)加工30軸伺服電機(jī),Q172CPU控制包裝設(shè)備5軸伺服電機(jī).
按工藝要求35軸伺服電機(jī)和17軸變頻異步電機(jī)必須同步。16臺(tái)開(kāi)卷裝置獨(dú)立傳動(dòng),兩臺(tái)為一組恒張力自動(dòng)換接料;6套切刀輥相位要嚴(yán)格一致;8套復(fù)合輥和壓合/牽輥及輸送輥等線速度完全相同;包裝設(shè)備位置控制和開(kāi)卷裝置張力控制節(jié)拍匹配;才能確保產(chǎn)品的一致性、重復(fù)性及精度。該設(shè)備集相位控制、速度控制、位置控制、張力控制為一體。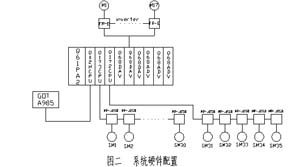
2.3 Q—Motion
Q173和Q172是繼A系列運(yùn)動(dòng)控制器的更新?lián)Q代產(chǎn)品。Q173可控制32軸;Q172可控制8軸,程序執(zhí)行周期(SV22 4軸)僅為0.88ms,是以往的1/4。 Q173和Q172CPU單元具有運(yùn)動(dòng)控制和事件處理的64位RISC處理器,能高速度完成高精度計(jì)算和大量數(shù)據(jù)通訊。具有多軸插補(bǔ)、速度控制、凸輪定形、軌跡控制等多樣運(yùn)動(dòng)控制功能。SSCNT伺服總線傳輸速度為5.6Mbps,發(fā)送周期0.88ms,確保同步精度和速度/位置的控制精度。Q173和Q172兼容MELSEC-Q系列PLC-CPU,進(jìn)行高速順序程序的處理 。Q02HCPU是多CPU系統(tǒng)的主控CPU。
系統(tǒng)軟件:
傳輸裝配軟件SV13:提供:線性插補(bǔ)(1-4軸)、圓弧插補(bǔ)、螺旋插補(bǔ)、等速度控制、固定距離進(jìn)給、速度控制、速度切換控制、速度-位置切換等功能,適于電子元件裝配、裝料機(jī)/卸料機(jī)、食品包裝、X-Y工作臺(tái)、傳送機(jī)器、噴涂機(jī)、焊接機(jī)、注塑機(jī)、貼片機(jī)等。
自動(dòng)機(jī)器軟件SV22:在SV13功能的基礎(chǔ)上增加了:多軸同步控制、凸輪控制、繪圖控制、電子軸、電子離合器等功能.適合于印刷機(jī)、制紙機(jī)、食品加工機(jī)、精紡機(jī)、紡織機(jī)械等。
凸輪軟件CAMP:制作凸輪運(yùn)行曲線或自由曲線,實(shí)施軌跡控制及相位控制.
同步編碼器功能,實(shí)現(xiàn)多軸同步控制和相位自動(dòng)控制。
數(shù)字示波器功能,實(shí)現(xiàn)力矩、速度、位置等電機(jī)信息的實(shí)時(shí)監(jiān)控。
3 應(yīng)用軟件設(shè)計(jì)
Q—Motion提供實(shí)模式和虛模式兩種控制模式.程序設(shè)計(jì)使用Motion SFC(Sequential Function Chart)語(yǔ)言和支持機(jī)械的語(yǔ)言進(jìn)行可視化編程。 Motion SFC是以流程圖的形式進(jìn)行描述,按照機(jī)械動(dòng)作步驟編寫(xiě),容易制作工序控制的程序。支持機(jī)械的語(yǔ)言是通過(guò)軟件模塊實(shí)現(xiàn)主軸、齒輪、離合器、凸輪等硬件動(dòng)作,自由地把這些模塊組合起來(lái),即完成虛模式下的機(jī)械語(yǔ)言的程序設(shè)計(jì)。實(shí)現(xiàn)復(fù)雜的同步控制、軌跡控制及協(xié)調(diào)控制 。
紙尿褲生產(chǎn)線機(jī)的系統(tǒng)連鎖功能,調(diào)節(jié)功能,設(shè)備啟動(dòng)停止控制等使用Motion SFC編程; 同步控制, 系統(tǒng)較正,復(fù)合輥壓合/牽輥線速度控制、切刀輥相位控制等使用支持機(jī)械的語(yǔ)言編程; 開(kāi)卷裝置張力控制由Q02HCPU用梯形圖編程。
3.1 同步控制
紙尿褲加工生產(chǎn)線同步通過(guò)控制程序如圖3所示.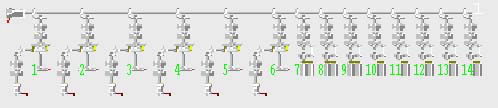 圖三同步控制虛模式程序 由一臺(tái)虛擬伺服電機(jī)經(jīng)一虛擬主軸通過(guò)齒輪、離合器、變速機(jī)差速齒輪/變速機(jī),驅(qū)動(dòng)滾筒或凸輪 。滾筒代表復(fù)合輥或壓合/牽輥或輸送輥, 凸輪代表切刀輥。30個(gè)離合器由一個(gè)位軟元件控制,所以當(dāng)這臺(tái)虛擬伺服電機(jī)以某一轉(zhuǎn)速啟動(dòng),即通過(guò)虛擬主軸將脈沖數(shù)和脈沖頻率傳遞給切刀輥、復(fù)合輥、壓合/牽輥、輸送輥使它們按設(shè)計(jì)好的速度同步運(yùn)行。(由于版面限制只復(fù)制了14軸伺服)
圖三同步控制虛模式程序 由一臺(tái)虛擬伺服電機(jī)經(jīng)一虛擬主軸通過(guò)齒輪、離合器、變速機(jī)差速齒輪/變速機(jī),驅(qū)動(dòng)滾筒或凸輪 。滾筒代表復(fù)合輥或壓合/牽輥或輸送輥, 凸輪代表切刀輥。30個(gè)離合器由一個(gè)位軟元件控制,所以當(dāng)這臺(tái)虛擬伺服電機(jī)以某一轉(zhuǎn)速啟動(dòng),即通過(guò)虛擬主軸將脈沖數(shù)和脈沖頻率傳遞給切刀輥、復(fù)合輥、壓合/牽輥、輸送輥使它們按設(shè)計(jì)好的速度同步運(yùn)行。(由于版面限制只復(fù)制了14軸伺服)
3.2 系統(tǒng)較正
3.2.1原點(diǎn)回歸
為滿(mǎn)足機(jī)械設(shè)計(jì)需要Q—Motion設(shè)計(jì)了多種方式:
① 近點(diǎn)DOG方式原點(diǎn)回歸
② 計(jì)數(shù)方式原點(diǎn)回歸
③ 數(shù)據(jù)設(shè)置方式原點(diǎn)回歸
④ 停止器方式原點(diǎn)回歸
⑤ 限位開(kāi)關(guān)混合型原點(diǎn)回歸
原點(diǎn)回歸,即機(jī)械系統(tǒng)和電氣系統(tǒng)較正.是相位控制、位置控制關(guān)鍵,選擇恰當(dāng)?shù)脑c(diǎn)回歸方式才能保證系統(tǒng)控制精度 。
該套系統(tǒng)采用數(shù)據(jù)設(shè)置方式原點(diǎn)回歸 。使用JOG功能手動(dòng)將控制對(duì)象移至期望點(diǎn),然后啟動(dòng)原點(diǎn)回歸 。包裝設(shè)備的位置系統(tǒng)使用絕對(duì)位置編碼器,所以雖操作繁瑣但機(jī)器一次性調(diào)好即可 。
3.2.2系統(tǒng)調(diào)整
當(dāng)紙尿褲加工生產(chǎn)線所有軸從靜止?fàn)顟B(tài)啟動(dòng)到額定轉(zhuǎn)速狀態(tài)或從一個(gè)穩(wěn)態(tài)(速度)到另一個(gè)穩(wěn)態(tài)(速度)的過(guò)渡過(guò)程,即動(dòng)態(tài)速度曲線不一致, 切刀輥之間會(huì)出現(xiàn)錯(cuò)位; 復(fù)合輥、壓合/牽輥之間出現(xiàn)堆料或打滑現(xiàn)象。所以調(diào)整各伺服軸的增益和積分參數(shù)不僅響應(yīng)快而且要過(guò)渡過(guò)程曲線完全一致 。
3.3 復(fù)合輥、壓合/牽輥線速度控制
3.3.1輥徑偏差補(bǔ)償
復(fù)合輥、壓合/牽輥、輸送輥共24根 。 由于輥徑的機(jī)械加工存在正負(fù)公差,盡管使用的輥都在允許的公差范圍內(nèi),但計(jì)算各軸圓周,其各軸周長(zhǎng)的差使得各軸以同一轉(zhuǎn)速旋轉(zhuǎn)時(shí)線速度不一致,不能滿(mǎn)足控制精度的要求,必須對(duì)其糾偏。
Q—Motion提供三種偏差糾正方法:
① 固定參數(shù)設(shè)置
② 變速機(jī)控制
③ 差速齒輪
固定參數(shù)設(shè)置法是用游標(biāo)卡尺或其它測(cè)量器具直接測(cè)量輥徑,并計(jì)算出周長(zhǎng),修正后設(shè)定電子齒輪,使各輥線速度相等。
變速機(jī)控制和差速齒輪法既可離線設(shè)置也可在線調(diào)節(jié) 。連接變速機(jī)到滾筒支路,把變速機(jī)的變速比設(shè)為變量,通過(guò)調(diào)節(jié)各輥的變速比值,使其達(dá)到線速度相等。 連接差速齒輪到滾筒支路,在差速齒輪側(cè)加入輔助虛擬伺服電機(jī)使輥筒的速度得到修正 。
本系統(tǒng)采用變速機(jī)控制法.
設(shè)要求線速度相同的24軸輥徑由小到大依次為:
Φ1,Φ2,Φ3 •••••••••••• •••• •••••••••••• •••••••• •••• •••• Φ24
在虛模式分別加入變速機(jī),其對(duì)應(yīng)的變速比依次為:
Κ1,Κ2,Κ3• •••• •••••••••••• •••••••• •••• ••••Κ24
其中: Κ1=10000; Κn=(Φ1/Φn)*10000 (n = 2~24)
3.3.2 微張力控制
復(fù)合輥、壓合/牽輥傳動(dòng)對(duì)象是生產(chǎn)紙尿褲的各種材料,只有使其在加工過(guò)程不打滑和堆料才能讓材料勻速傳送,從而保證產(chǎn)品精度.。為此采用微張力控制,即在連輥之間加入微小速度差ΔⅤ,以使加工材料繃直既不堆料也不打滑 。
設(shè): 沿材料加工前進(jìn)方向復(fù)合輥、壓合/牽輥依次為:
φ1,φ2,φ3• •••• •••••••••••• •••••••• •••• •••• φ24
對(duì)應(yīng)各輥線速度依次為:
V1,V2,V3• •••• •••••••••••• •••••••• •••• •••• V24
其中: Vn - Vn+1 = ΔV (ΔV< Vn*1‰ ~2.5‰)
3.4 切刀輥相位控制
6個(gè)切刀輥設(shè)計(jì)為往復(fù)式自由凸輪模式.一個(gè)周期為此360°與切刀輥一轉(zhuǎn)相對(duì)應(yīng).其凸輪曲線如圖4所示 。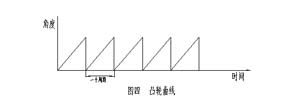
3.4.1階躍負(fù)載速度補(bǔ)償
切刀輥屬階躍負(fù)載.當(dāng)切刀輥轉(zhuǎn)至切刀位時(shí)負(fù)載突然躍變,電機(jī)速度也會(huì)被瞬間跌落如圖5所示 。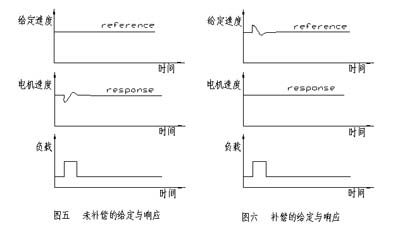 由于每個(gè)切刀輥的負(fù)荷率不同,所以每個(gè)切刀輥轉(zhuǎn)至切刀位時(shí)速度跌落的幅值和回調(diào)的時(shí)間也都不同 。由此會(huì)引起切刀輥間相位錯(cuò)位,所以必須進(jìn)行補(bǔ)償。其補(bǔ)償?shù)姆椒ㄈ鐖D6所示,按圖6給定速度曲線,設(shè)置凸輪曲線,將抵消由于負(fù)載躍變產(chǎn)生的速度波動(dòng) 。當(dāng)然電機(jī)功率選得過(guò)大使負(fù)荷率較小或系統(tǒng)轉(zhuǎn)動(dòng)慣量設(shè)計(jì)大些, 階躍負(fù)載產(chǎn)生的速度波動(dòng)也會(huì)減小或減少到精度允許的范圍內(nèi) 。
由于每個(gè)切刀輥的負(fù)荷率不同,所以每個(gè)切刀輥轉(zhuǎn)至切刀位時(shí)速度跌落的幅值和回調(diào)的時(shí)間也都不同 。由此會(huì)引起切刀輥間相位錯(cuò)位,所以必須進(jìn)行補(bǔ)償。其補(bǔ)償?shù)姆椒ㄈ鐖D6所示,按圖6給定速度曲線,設(shè)置凸輪曲線,將抵消由于負(fù)載躍變產(chǎn)生的速度波動(dòng) 。當(dāng)然電機(jī)功率選得過(guò)大使負(fù)荷率較小或系統(tǒng)轉(zhuǎn)動(dòng)慣量設(shè)計(jì)大些, 階躍負(fù)載產(chǎn)生的速度波動(dòng)也會(huì)減小或減少到精度允許的范圍內(nèi) 。
3.4.2 隨機(jī)擾動(dòng)調(diào)節(jié)功能
電網(wǎng)的電壓波動(dòng)電磁場(chǎng)干擾以及加工材料不均勻都會(huì)使運(yùn)動(dòng)過(guò)程的切刀輥產(chǎn)生隨機(jī)擾動(dòng),使個(gè)別機(jī)架的切刀輥相位產(chǎn)生錯(cuò)位。系統(tǒng)設(shè)計(jì)了如圖7所示調(diào)節(jié)功能,可手動(dòng)或自動(dòng)糾正錯(cuò)位。V32為30個(gè)軸的同步驅(qū)動(dòng)虛擬伺服電機(jī),V1為1軸的輔助驅(qū)動(dòng)虛擬伺服電機(jī)作用是糾偏 。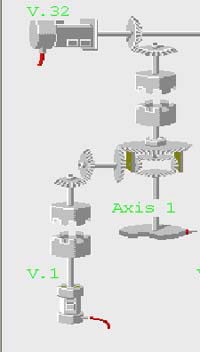 圖七 輔助軸糾偏系統(tǒng)
圖七 輔助軸糾偏系統(tǒng)
4 結(jié)論
三菱運(yùn)動(dòng)控制器是集通訊、位置、速度、張力控制為一體的自動(dòng)控制平臺(tái).簡(jiǎn)單、易懂、直觀、可視性強(qiáng)的編程方法,適合于各種層次的自動(dòng)化專(zhuān)業(yè)人員在短時(shí)間內(nèi)掌握并應(yīng)用;豐富的控制功能、高分辨率系統(tǒng)、快速響應(yīng)滿(mǎn)足各類(lèi)機(jī)械設(shè)備生產(chǎn)工藝要求。
關(guān)鍵詞 紙尿褲生產(chǎn)線 三菱運(yùn)動(dòng)控制器 虛模式程序設(shè)計(jì)
1 前言
隨著科學(xué)技術(shù)進(jìn)步和人民生活水平提高,市場(chǎng)對(duì)嬰兒紙尿褲的需求不斷增加,使之出現(xiàn)求大于供的局面。正是由于出現(xiàn)了這樣的商機(jī),一些過(guò)去采用機(jī)械傳動(dòng)式嬰兒紙尿褲生產(chǎn)線機(jī)的設(shè)備制造廠改機(jī)械傳動(dòng)為伺服控制系統(tǒng)以提高設(shè)備的生產(chǎn)效率;還有一些過(guò)去生產(chǎn)餐巾紙,護(hù)墊的設(shè)備制造商紛紛投資制造嬰兒紙尿褲生產(chǎn)線機(jī).華南一家機(jī)械設(shè)備制造商就屬于后者。
嬰兒紙尿褲產(chǎn)品分為: 大碼、中碼、小碼,其長(zhǎng)度從385mm到550mm不等。設(shè)計(jì)速度為200m/min,生產(chǎn)節(jié)拍為400pcs/min,裝機(jī)容量為260kw,精度為±1mm。該機(jī)的傳動(dòng)和控制系統(tǒng)采用三菱的變頻器、伺服放大器和Q02HPLC、Q173CPU及Q172CPU運(yùn)動(dòng)控制器。
2 系統(tǒng)的硬件組成
2.1主要工藝過(guò)程
嬰兒紙尿褲生產(chǎn)線機(jī)主要設(shè)備由以下組成: 8套開(kāi)卷裝置、 8臺(tái)復(fù)合輥和壓輥、6臺(tái)切刀輥及折疊和疊碼裝置.其工藝流程如圖1所示。
按照具體功能劃分它們是:一 開(kāi)卷裝置
① 導(dǎo)流無(wú)紡布開(kāi)卷
② 衛(wèi)生紙開(kāi)卷
③ 彈性腰帶開(kāi)卷
④ 底膜開(kāi)卷
⑤ 前膠貼開(kāi)卷
⑥ 面料無(wú)紡布開(kāi)卷
⑦ 復(fù)合貼開(kāi)卷
⑧ 擋墻無(wú)紡布開(kāi)卷
二 刀具總成
① 棉芯切刀
② 彈性腰切刀
③ 前膠貼切刀
④ 復(fù)合貼切刀
⑤ 成型邊切刀
⑥ 成型終切刀
三 復(fù)合輥和壓輥
① 棉芯壓紋輥
② 三星壓合輥 1
③ 三星壓合輥 2
④ 三星壓輥牽引
⑤ 導(dǎo)流無(wú)紡布、衛(wèi)生紙、棉芯復(fù)合輥
⑥ 面料無(wú)紡布、彈性腰復(fù)合輥
⑦ 前膠貼、底膜復(fù)合輥
⑧ 左右復(fù)合貼復(fù)合輥
開(kāi)卷裝置將生產(chǎn)紙尿褲需要的各種材料依序輸送至主加工線, 切刀輥則按產(chǎn)品的規(guī)格剪切成各種形狀尺寸,經(jīng)復(fù)合輥和壓輥及最終切斷刀完成嬰兒紙尿褲產(chǎn)品加工.最后經(jīng)折疊、疊碼包裝入袋 。
2.2 硬件組成
系統(tǒng)開(kāi)卷裝置的傳動(dòng)設(shè)備采用三菱FR-540E變頻器; 切刀輥、復(fù)合輥和壓牽輥、輸送輥等設(shè)備采用三菱J2S-B伺服大器.基礎(chǔ)自動(dòng)化采用Q02HPLC、Q173和Q172CPU運(yùn)動(dòng)控制器組成的多CPU系統(tǒng).人機(jī)界面采用三菱GOT985完成參數(shù)設(shè)置、系統(tǒng)監(jiān)控、啟動(dòng)、停止等.其硬件配置如圖2所示.
Q02CPU控制17軸變頻器,Q173CPU控制生產(chǎn)加工30軸伺服電機(jī),Q172CPU控制包裝設(shè)備5軸伺服電機(jī).
按工藝要求35軸伺服電機(jī)和17軸變頻異步電機(jī)必須同步。16臺(tái)開(kāi)卷裝置獨(dú)立傳動(dòng),兩臺(tái)為一組恒張力自動(dòng)換接料;6套切刀輥相位要嚴(yán)格一致;8套復(fù)合輥和壓合/牽輥及輸送輥等線速度完全相同;包裝設(shè)備位置控制和開(kāi)卷裝置張力控制節(jié)拍匹配;才能確保產(chǎn)品的一致性、重復(fù)性及精度。該設(shè)備集相位控制、速度控制、位置控制、張力控制為一體。
2.3 Q—Motion
Q173和Q172是繼A系列運(yùn)動(dòng)控制器的更新?lián)Q代產(chǎn)品。Q173可控制32軸;Q172可控制8軸,程序執(zhí)行周期(SV22 4軸)僅為0.88ms,是以往的1/4。 Q173和Q172CPU單元具有運(yùn)動(dòng)控制和事件處理的64位RISC處理器,能高速度完成高精度計(jì)算和大量數(shù)據(jù)通訊。具有多軸插補(bǔ)、速度控制、凸輪定形、軌跡控制等多樣運(yùn)動(dòng)控制功能。SSCNT伺服總線傳輸速度為5.6Mbps,發(fā)送周期0.88ms,確保同步精度和速度/位置的控制精度。Q173和Q172兼容MELSEC-Q系列PLC-CPU,進(jìn)行高速順序程序的處理 。Q02HCPU是多CPU系統(tǒng)的主控CPU。
系統(tǒng)軟件:
傳輸裝配軟件SV13:提供:線性插補(bǔ)(1-4軸)、圓弧插補(bǔ)、螺旋插補(bǔ)、等速度控制、固定距離進(jìn)給、速度控制、速度切換控制、速度-位置切換等功能,適于電子元件裝配、裝料機(jī)/卸料機(jī)、食品包裝、X-Y工作臺(tái)、傳送機(jī)器、噴涂機(jī)、焊接機(jī)、注塑機(jī)、貼片機(jī)等。
自動(dòng)機(jī)器軟件SV22:在SV13功能的基礎(chǔ)上增加了:多軸同步控制、凸輪控制、繪圖控制、電子軸、電子離合器等功能.適合于印刷機(jī)、制紙機(jī)、食品加工機(jī)、精紡機(jī)、紡織機(jī)械等。
凸輪軟件CAMP:制作凸輪運(yùn)行曲線或自由曲線,實(shí)施軌跡控制及相位控制.
同步編碼器功能,實(shí)現(xiàn)多軸同步控制和相位自動(dòng)控制。
數(shù)字示波器功能,實(shí)現(xiàn)力矩、速度、位置等電機(jī)信息的實(shí)時(shí)監(jiān)控。
3 應(yīng)用軟件設(shè)計(jì)
Q—Motion提供實(shí)模式和虛模式兩種控制模式.程序設(shè)計(jì)使用Motion SFC(Sequential Function Chart)語(yǔ)言和支持機(jī)械的語(yǔ)言進(jìn)行可視化編程。 Motion SFC是以流程圖的形式進(jìn)行描述,按照機(jī)械動(dòng)作步驟編寫(xiě),容易制作工序控制的程序。支持機(jī)械的語(yǔ)言是通過(guò)軟件模塊實(shí)現(xiàn)主軸、齒輪、離合器、凸輪等硬件動(dòng)作,自由地把這些模塊組合起來(lái),即完成虛模式下的機(jī)械語(yǔ)言的程序設(shè)計(jì)。實(shí)現(xiàn)復(fù)雜的同步控制、軌跡控制及協(xié)調(diào)控制 。
紙尿褲生產(chǎn)線機(jī)的系統(tǒng)連鎖功能,調(diào)節(jié)功能,設(shè)備啟動(dòng)停止控制等使用Motion SFC編程; 同步控制, 系統(tǒng)較正,復(fù)合輥壓合/牽輥線速度控制、切刀輥相位控制等使用支持機(jī)械的語(yǔ)言編程; 開(kāi)卷裝置張力控制由Q02HCPU用梯形圖編程。
3.1 同步控制
紙尿褲加工生產(chǎn)線同步通過(guò)控制程序如圖3所示.
圖三同步控制虛模式程序 由一臺(tái)虛擬伺服電機(jī)經(jīng)一虛擬主軸通過(guò)齒輪、離合器、變速機(jī)差速齒輪/變速機(jī),驅(qū)動(dòng)滾筒或凸輪 。滾筒代表復(fù)合輥或壓合/牽輥或輸送輥, 凸輪代表切刀輥。30個(gè)離合器由一個(gè)位軟元件控制,所以當(dāng)這臺(tái)虛擬伺服電機(jī)以某一轉(zhuǎn)速啟動(dòng),即通過(guò)虛擬主軸將脈沖數(shù)和脈沖頻率傳遞給切刀輥、復(fù)合輥、壓合/牽輥、輸送輥使它們按設(shè)計(jì)好的速度同步運(yùn)行。(由于版面限制只復(fù)制了14軸伺服)3.2 系統(tǒng)較正
3.2.1原點(diǎn)回歸
為滿(mǎn)足機(jī)械設(shè)計(jì)需要Q—Motion設(shè)計(jì)了多種方式:
① 近點(diǎn)DOG方式原點(diǎn)回歸
② 計(jì)數(shù)方式原點(diǎn)回歸
③ 數(shù)據(jù)設(shè)置方式原點(diǎn)回歸
④ 停止器方式原點(diǎn)回歸
⑤ 限位開(kāi)關(guān)混合型原點(diǎn)回歸
原點(diǎn)回歸,即機(jī)械系統(tǒng)和電氣系統(tǒng)較正.是相位控制、位置控制關(guān)鍵,選擇恰當(dāng)?shù)脑c(diǎn)回歸方式才能保證系統(tǒng)控制精度 。
該套系統(tǒng)采用數(shù)據(jù)設(shè)置方式原點(diǎn)回歸 。使用JOG功能手動(dòng)將控制對(duì)象移至期望點(diǎn),然后啟動(dòng)原點(diǎn)回歸 。包裝設(shè)備的位置系統(tǒng)使用絕對(duì)位置編碼器,所以雖操作繁瑣但機(jī)器一次性調(diào)好即可 。
3.2.2系統(tǒng)調(diào)整
當(dāng)紙尿褲加工生產(chǎn)線所有軸從靜止?fàn)顟B(tài)啟動(dòng)到額定轉(zhuǎn)速狀態(tài)或從一個(gè)穩(wěn)態(tài)(速度)到另一個(gè)穩(wěn)態(tài)(速度)的過(guò)渡過(guò)程,即動(dòng)態(tài)速度曲線不一致, 切刀輥之間會(huì)出現(xiàn)錯(cuò)位; 復(fù)合輥、壓合/牽輥之間出現(xiàn)堆料或打滑現(xiàn)象。所以調(diào)整各伺服軸的增益和積分參數(shù)不僅響應(yīng)快而且要過(guò)渡過(guò)程曲線完全一致 。
3.3 復(fù)合輥、壓合/牽輥線速度控制
3.3.1輥徑偏差補(bǔ)償
復(fù)合輥、壓合/牽輥、輸送輥共24根 。 由于輥徑的機(jī)械加工存在正負(fù)公差,盡管使用的輥都在允許的公差范圍內(nèi),但計(jì)算各軸圓周,其各軸周長(zhǎng)的差使得各軸以同一轉(zhuǎn)速旋轉(zhuǎn)時(shí)線速度不一致,不能滿(mǎn)足控制精度的要求,必須對(duì)其糾偏。
Q—Motion提供三種偏差糾正方法:
① 固定參數(shù)設(shè)置
② 變速機(jī)控制
③ 差速齒輪
固定參數(shù)設(shè)置法是用游標(biāo)卡尺或其它測(cè)量器具直接測(cè)量輥徑,并計(jì)算出周長(zhǎng),修正后設(shè)定電子齒輪,使各輥線速度相等。
變速機(jī)控制和差速齒輪法既可離線設(shè)置也可在線調(diào)節(jié) 。連接變速機(jī)到滾筒支路,把變速機(jī)的變速比設(shè)為變量,通過(guò)調(diào)節(jié)各輥的變速比值,使其達(dá)到線速度相等。 連接差速齒輪到滾筒支路,在差速齒輪側(cè)加入輔助虛擬伺服電機(jī)使輥筒的速度得到修正 。
本系統(tǒng)采用變速機(jī)控制法.
設(shè)要求線速度相同的24軸輥徑由小到大依次為:
Φ1,Φ2,Φ3 •••••••••••• •••• •••••••••••• •••••••• •••• •••• Φ24
在虛模式分別加入變速機(jī),其對(duì)應(yīng)的變速比依次為:
Κ1,Κ2,Κ3• •••• •••••••••••• •••••••• •••• ••••Κ24
其中: Κ1=10000; Κn=(Φ1/Φn)*10000 (n = 2~24)
3.3.2 微張力控制
復(fù)合輥、壓合/牽輥傳動(dòng)對(duì)象是生產(chǎn)紙尿褲的各種材料,只有使其在加工過(guò)程不打滑和堆料才能讓材料勻速傳送,從而保證產(chǎn)品精度.。為此采用微張力控制,即在連輥之間加入微小速度差ΔⅤ,以使加工材料繃直既不堆料也不打滑 。
設(shè): 沿材料加工前進(jìn)方向復(fù)合輥、壓合/牽輥依次為:
φ1,φ2,φ3• •••• •••••••••••• •••••••• •••• •••• φ24
對(duì)應(yīng)各輥線速度依次為:
V1,V2,V3• •••• •••••••••••• •••••••• •••• •••• V24
其中: Vn - Vn+1 = ΔV (ΔV< Vn*1‰ ~2.5‰)
3.4 切刀輥相位控制
6個(gè)切刀輥設(shè)計(jì)為往復(fù)式自由凸輪模式.一個(gè)周期為此360°與切刀輥一轉(zhuǎn)相對(duì)應(yīng).其凸輪曲線如圖4所示 。
3.4.1階躍負(fù)載速度補(bǔ)償
切刀輥屬階躍負(fù)載.當(dāng)切刀輥轉(zhuǎn)至切刀位時(shí)負(fù)載突然躍變,電機(jī)速度也會(huì)被瞬間跌落如圖5所示 。
由于每個(gè)切刀輥的負(fù)荷率不同,所以每個(gè)切刀輥轉(zhuǎn)至切刀位時(shí)速度跌落的幅值和回調(diào)的時(shí)間也都不同 。由此會(huì)引起切刀輥間相位錯(cuò)位,所以必須進(jìn)行補(bǔ)償。其補(bǔ)償?shù)姆椒ㄈ鐖D6所示,按圖6給定速度曲線,設(shè)置凸輪曲線,將抵消由于負(fù)載躍變產(chǎn)生的速度波動(dòng) 。當(dāng)然電機(jī)功率選得過(guò)大使負(fù)荷率較小或系統(tǒng)轉(zhuǎn)動(dòng)慣量設(shè)計(jì)大些, 階躍負(fù)載產(chǎn)生的速度波動(dòng)也會(huì)減小或減少到精度允許的范圍內(nèi) 。3.4.2 隨機(jī)擾動(dòng)調(diào)節(jié)功能
電網(wǎng)的電壓波動(dòng)電磁場(chǎng)干擾以及加工材料不均勻都會(huì)使運(yùn)動(dòng)過(guò)程的切刀輥產(chǎn)生隨機(jī)擾動(dòng),使個(gè)別機(jī)架的切刀輥相位產(chǎn)生錯(cuò)位。系統(tǒng)設(shè)計(jì)了如圖7所示調(diào)節(jié)功能,可手動(dòng)或自動(dòng)糾正錯(cuò)位。V32為30個(gè)軸的同步驅(qū)動(dòng)虛擬伺服電機(jī),V1為1軸的輔助驅(qū)動(dòng)虛擬伺服電機(jī)作用是糾偏 。
圖七 輔助軸糾偏系統(tǒng)4 結(jié)論
三菱運(yùn)動(dòng)控制器是集通訊、位置、速度、張力控制為一體的自動(dòng)控制平臺(tái).簡(jiǎn)單、易懂、直觀、可視性強(qiáng)的編程方法,適合于各種層次的自動(dòng)化專(zhuān)業(yè)人員在短時(shí)間內(nèi)掌握并應(yīng)用;豐富的控制功能、高分辨率系統(tǒng)、快速響應(yīng)滿(mǎn)足各類(lèi)機(jī)械設(shè)備生產(chǎn)工藝要求。
此內(nèi)容為AET網(wǎng)站原創(chuàng),未經(jīng)授權(quán)禁止轉(zhuǎn)載。