引 言
制絲生產(chǎn)線是卷煙生產(chǎn)的第一道工序,包括葉絲生產(chǎn)線和梗絲生產(chǎn)線,其目的是將復(fù)烤廠加工后的煙葉及煙梗分別進(jìn)行回潮、加料、切絲、烘絲,然后將加工后的煙絲按照工藝要求進(jìn)行摻配、加香,生產(chǎn)出適用于卷煙的成品煙絲。制絲線控制系統(tǒng)的穩(wěn)定、可靠運(yùn)行是保證煙絲質(zhì)量的關(guān)鍵。
上海高楊國(guó)際煙草有限公司的制絲線,是20世紀(jì)90年代初從德國(guó)引進(jìn),全線五套可編程控制器采用的是Siemens公司的S5——135U系列產(chǎn)品,各PLC配有一臺(tái)段監(jiān)控機(jī),段監(jiān)控機(jī)的CP528處理器與PLC通信,只能一對(duì)一的操作。在控制系統(tǒng)改造中,以煙草行業(yè)要求的準(zhǔn)確配方、均勻摻兌、精確配料和質(zhì)量穩(wěn)定,提高信息化水平為目的,從設(shè)計(jì)的可靠性、先進(jìn)性、開(kāi)放性、可擴(kuò)展性、網(wǎng)絡(luò)化出發(fā),采用現(xiàn)場(chǎng)總線技術(shù)分布式控制和以太網(wǎng)相結(jié)合,完成制絲線控制系統(tǒng)改造的設(shè)計(jì)、實(shí)施。
制絲線控制系統(tǒng)概述
在上海高楊國(guó)際煙草有限公司制絲線控制系統(tǒng)改造項(xiàng)目中按照分散控制、集中管理、數(shù)據(jù)共享的原則,采用了信息層、控制層和設(shè)備層(傳感/執(zhí)行層)三級(jí)網(wǎng)絡(luò)結(jié)構(gòu),實(shí)現(xiàn)生產(chǎn)線控制和管理的管控一體化系統(tǒng)。
根據(jù)用戶(hù)要求將系統(tǒng)中的S5PLC升級(jí)為S7—400PLC,使用現(xiàn)場(chǎng)總線控制方案,選用ET200S分布式I/O,ET200S結(jié)構(gòu)緊湊,模塊無(wú)間隙安裝,擴(kuò)展和更換方便、直接,可以熱插拔。7.5kW以下除變頻器、軟起動(dòng)器控制以外的電動(dòng)機(jī)均采用DSle—x型高性能電動(dòng)機(jī)起動(dòng)器控制。將變頻器、電動(dòng)機(jī)起動(dòng)單元、現(xiàn)場(chǎng)I/O水分儀、流量計(jì)、電子秤聯(lián)入Profibus—DP網(wǎng),通過(guò)網(wǎng)絡(luò)傳遞數(shù)據(jù)信息,實(shí)現(xiàn)數(shù)據(jù)采集、參數(shù)設(shè)定等數(shù)字信息交換及過(guò)程控制。同時(shí)各PLC配以CP443—1以太網(wǎng)通信模塊,連接到帶光纖口的Siemens OSM ITP62工業(yè)以太網(wǎng)交換機(jī),掛入光纖環(huán)網(wǎng),各PLC系統(tǒng)之間以及PLC與監(jiān)控機(jī)之間通過(guò)抗電磁干擾能力強(qiáng)的100M光纖環(huán)網(wǎng)連接。監(jiān)控機(jī)的監(jiān)控軟件選用Intellution公司的iFIX3.5。同時(shí)為了方便現(xiàn)場(chǎng)巡檢人員的巡視檢查,在葉片處理段、梗處理段、葉絲處理段放置四臺(tái)15in現(xiàn)場(chǎng)監(jiān)控站(MP370)。
由于選用的OSM集成基于Web管理(WBM),可通過(guò)IE瀏覽器觀察網(wǎng)絡(luò)上各個(gè)交換機(jī)的狀態(tài),根據(jù)登錄權(quán)限還可對(duì)之進(jìn)行相應(yīng)操作。這樣便于遠(yuǎn)程監(jiān)控控制系統(tǒng)通信狀態(tài)。
根據(jù)工藝要求,電控系統(tǒng)改造全線劃分為五個(gè)工藝段、五組PLC:葉片處理段ZS1、葉絲處理段ZS3、煙梗處理段ZS5、梗絲處理段ZS6、風(fēng)力喂絲段ZS4。
制絲線主工藝流程如圖1所示。 
制絲線控制系統(tǒng)從上到下分為數(shù)據(jù)管理層、集中監(jiān)控層、設(shè)備控制層,網(wǎng)絡(luò)結(jié)構(gòu)如圖2所示。 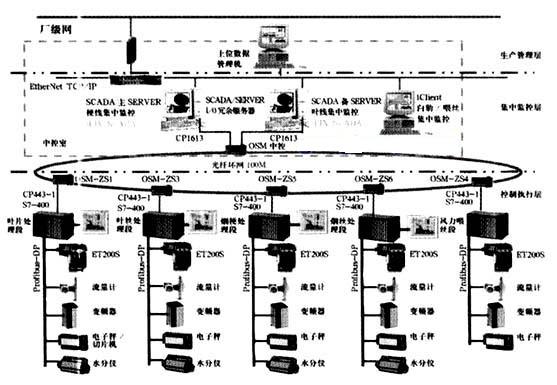 圖2 上海高楊國(guó)際煙草有限公司制絲線控制系統(tǒng)網(wǎng)絡(luò)結(jié)構(gòu)圖
圖2 上海高楊國(guó)際煙草有限公司制絲線控制系統(tǒng)網(wǎng)絡(luò)結(jié)構(gòu)圖
1 數(shù)據(jù)信息管理層
硬件組成:由上位管理計(jì)算機(jī)、打印機(jī)、交換機(jī)等組成。
軟件平臺(tái): 微軟SQLServer2000數(shù)據(jù)庫(kù)、Visual Basic開(kāi)發(fā)軟件和iFIX iClient。
信息交換網(wǎng)絡(luò):TCP/IP以太網(wǎng)。
功能:實(shí)現(xiàn)生產(chǎn)任務(wù)的調(diào)度下發(fā);現(xiàn)場(chǎng)生產(chǎn)情況的監(jiān)測(cè);報(bào)表的統(tǒng)計(jì)、保存、查詢(xún)、打印;儲(chǔ)柜儲(chǔ)存物料的信息查詢(xún);PLC控制柜的狀態(tài)監(jiān)測(cè);關(guān)鍵工藝參數(shù)的歷史變化趨勢(shì)圖等。本層向上與廠管理系統(tǒng)如SPC系統(tǒng)進(jìn)行數(shù)據(jù)通信,向廠領(lǐng)導(dǎo)和各職能部門(mén)發(fā)布生產(chǎn)數(shù)據(jù),為廠里的決策提供依據(jù);向下通過(guò)控制網(wǎng)絡(luò)與控制執(zhí)行層和設(shè)備層進(jìn)行數(shù)據(jù)通信,對(duì)車(chē)間生產(chǎn)線進(jìn)行監(jiān)控,以實(shí)現(xiàn)集中監(jiān)控和管理。
2 集中監(jiān)控層
硬件組成:采用分布式、客戶(hù)端/服務(wù)器結(jié)構(gòu),由兩臺(tái)冗余的iFIX SCADA服務(wù)器,一臺(tái)iFIX SCADA的本地iClient客戶(hù)端,構(gòu)成集中監(jiān)控系統(tǒng)。分別對(duì)制絲葉線、梗線監(jiān)控。
軟件平臺(tái):iFIX SCADA/iClient監(jiān)控組態(tài)軟件。
信息交換網(wǎng)絡(luò):光纖環(huán)行工業(yè)以太網(wǎng)、TCP/IP以太網(wǎng)。
功能:接收生產(chǎn)管理上位管理機(jī)發(fā)出的任務(wù)(批次與配方參數(shù)),發(fā)送至設(shè)備控制層各相應(yīng)生產(chǎn)段的PLC,集中指揮控制生產(chǎn)線的運(yùn)行,同時(shí)將生產(chǎn)線設(shè)備的運(yùn)行情況、實(shí)時(shí)工藝、批次統(tǒng)計(jì)數(shù)據(jù)上傳生產(chǎn)管理上位管理機(jī)。
3 設(shè)備控制層
硬件組成:包括PLC控制柜組、現(xiàn)場(chǎng)分布I/O箱、現(xiàn)場(chǎng)監(jiān)控站、現(xiàn)場(chǎng)執(zhí)行機(jī)構(gòu)和傳感器檢測(cè)機(jī)構(gòu)。
軟件平臺(tái):STEP7 V5.3編程軟件和WinCC Flexible組態(tài)軟件。
信息交換網(wǎng)絡(luò):現(xiàn)場(chǎng)總線ProfiBus—DP、光纖環(huán)行工業(yè)以太網(wǎng)。
功能:實(shí)現(xiàn)生產(chǎn)線開(kāi)關(guān)量、模擬量控制操作,設(shè)備運(yùn)行狀況和生產(chǎn)線工藝數(shù)據(jù)采集、顯示,參數(shù)設(shè)置、設(shè)備故障顯示等。
4 控制系統(tǒng)實(shí)現(xiàn)的主要功能和特點(diǎn)
(1)管理功能 監(jiān)控機(jī)有系統(tǒng)管理、安全權(quán)限管理、配方管理、工藝參數(shù)管理等功能。操作人員或系統(tǒng)管理人員進(jìn)入iFIX實(shí)時(shí)監(jiān)控系統(tǒng)必須先登錄,通過(guò)不同用戶(hù)身份的安全級(jí)別進(jìn)行權(quán)限控制,從而保證系統(tǒng)的安全、正常操作,防止越權(quán)操作。
(2)批次任務(wù)、工藝參數(shù)管理功能 由于煙絲不同配方對(duì)工藝參數(shù)有著不同的要求,所以可在監(jiān)控機(jī)本地修改配方參數(shù)和工藝參數(shù)。
(3)全線集中監(jiān)控功能 監(jiān)控機(jī)圖形界面完全按照生產(chǎn)線工藝流程布置,具有生產(chǎn)線設(shè)備關(guān)鍵單機(jī)、分片或全局工藝流程運(yùn)行狀態(tài)顯示、工藝參數(shù)和設(shè)備參數(shù)的實(shí)時(shí)顯示;重要參數(shù)的設(shè)定值、實(shí)際值實(shí)時(shí)顯示,以便分析和追蹤產(chǎn)品的質(zhì)量;在任一臺(tái)監(jiān)控機(jī)上可對(duì)制絲線上所有工藝段進(jìn)行控制操作,這種一對(duì)多的模式,使操作更靈活、方便。
(4)生產(chǎn)控制功能、PID功能手動(dòng)、自動(dòng)控制方式轉(zhuǎn)換,實(shí)現(xiàn)生產(chǎn)線各工藝段設(shè)備的單個(gè)運(yùn)行和生產(chǎn)運(yùn)行控制,提供儲(chǔ)柜進(jìn)/出料選擇、加料(香)罐選擇,單機(jī)設(shè)備控制(主要單機(jī)設(shè)備控制如煙片回潮機(jī)、加料機(jī)、烘絲機(jī)等需單獨(dú)預(yù)熱的起動(dòng)、停止);實(shí)現(xiàn)生產(chǎn)過(guò)程中各主要工藝參數(shù)的精確控制。
對(duì)需要調(diào)節(jié)的潤(rùn)葉筒溫度、增溫增濕機(jī)壓力、加香流量等均進(jìn)行PID調(diào)節(jié),并且回路參數(shù)可實(shí)時(shí)修正。
其中,摻配加香控制精度是用戶(hù)日常的考核指標(biāo),直接關(guān)系到成品煙絲的質(zhì)量。根據(jù)實(shí)際的葉絲流量,與配方參數(shù)里設(shè)定摻配的輔料比例,分別控制梗絲、薄片、膨絲等電子秤的流量,再根據(jù)所有煙絲的實(shí)時(shí)流量之和及配方參數(shù)里預(yù)定的香料配比量,計(jì)算出設(shè)定加香流量,經(jīng)PID回路運(yùn)算后,控制加香泵變頻器的速度來(lái)調(diào)節(jié)加香量,達(dá)到要求的香料配比量。由于電子秤及加香流量計(jì)上Profibus—DP網(wǎng),進(jìn)行數(shù)字信息交換,相比改造前的模擬量輸入、模擬量輸出模式,采集信息更準(zhǔn)確,控制精度有明顯提高。現(xiàn)以一班五批次計(jì)算,加香比例控制精度小于0.4%,高于用戶(hù)的要求。
(5)生產(chǎn)報(bào)表、統(tǒng)計(jì)功能 每一批任務(wù)完成自動(dòng)形成生產(chǎn)報(bào)表,包括任務(wù)批次號(hào)、使用的配方參數(shù)、開(kāi)始和結(jié)束時(shí)間,重要工藝指標(biāo)的最大、最小、平均值及標(biāo)準(zhǔn)偏差等統(tǒng)計(jì)參數(shù)。便于評(píng)價(jià)產(chǎn)品質(zhì)量。
對(duì)于過(guò)程中的累計(jì)量,如加香總量、葉絲、膨絲等摻配總量既有每個(gè)批次結(jié)束自動(dòng)清零,也有“復(fù)位總量”功能鍵隨時(shí)清零(便于調(diào)試時(shí)使用)。最明顯的是,由于全線九臺(tái)電子秤通過(guò)EM277上Profibus—DP網(wǎng),實(shí)現(xiàn)了遠(yuǎn)程自動(dòng)清零,不像改造前每批任務(wù)結(jié)束需要操作工在電子秤控制柜本地復(fù)位總量,尤其當(dāng)同牌號(hào)換批時(shí),容易造成累計(jì)量不準(zhǔn)確。新控制系統(tǒng)的使用既減輕了操作工的勞動(dòng)強(qiáng)度,又達(dá)到準(zhǔn)確計(jì)量的目的。
(6)在線診斷和報(bào)警功能 系統(tǒng)具有分段起動(dòng)允許條件查詢(xún)功能、單機(jī)設(shè)備輔助功能起動(dòng)允許條件查詢(xún)功能,控制網(wǎng)絡(luò)和總線故障診斷。
各工藝段均有完善的故障報(bào)警功能,可對(duì)報(bào)警進(jìn)行確認(rèn)和復(fù)位,并通過(guò)不同顏色區(qū)分報(bào)警的狀態(tài),是已正常,還是仍故障。
(7)遠(yuǎn)程復(fù)位電動(dòng)機(jī)起動(dòng)器功能 各工藝段在監(jiān)控機(jī)畫(huà)面上都有“復(fù)位饋電器”功能鍵,當(dāng)有電動(dòng)機(jī)過(guò)載,可進(jìn)行遠(yuǎn)程復(fù)位;由于使用控制和檢測(cè)診斷功能更加豐富的高性能電動(dòng)機(jī)起動(dòng)器,電動(dòng)機(jī)運(yùn)行信號(hào)的判斷通過(guò)檢測(cè)是否有連續(xù)的電流來(lái)實(shí)現(xiàn),而不是僅僅檢測(cè)接觸器是否吸合,使判斷結(jié)果更為可靠;可以在線監(jiān)視電動(dòng)機(jī)電流,便于了解電動(dòng)機(jī)狀況。
(8)上位機(jī)與PLC時(shí)間同步功能 由于有任務(wù)管理,每批任務(wù)完成都有生產(chǎn)報(bào)告,而且制絲線工藝段較多,每一段由一個(gè)PLC控制,所以上位機(jī)與幾個(gè)PLC之間就需要時(shí)間同步。
考慮到煙廠生產(chǎn)特點(diǎn),采用功能鍵形式實(shí)現(xiàn)時(shí)間同步:在上位機(jī)作一功能鍵用于PLC時(shí)間同步,同時(shí)上位機(jī)將本機(jī)的系統(tǒng)時(shí)間送入PLC的時(shí)間接收地址(年、月、日、時(shí)、分、秒,年份只取后兩位)。PLC判斷時(shí)間同步位狀態(tài)為1,則進(jìn)行時(shí)間格式轉(zhuǎn)換,并調(diào)用SFC0設(shè)置PLC系統(tǒng)時(shí)鐘一次,實(shí)現(xiàn)與上位機(jī)時(shí)間同步。
(9)基于Web管理(WBM),遠(yuǎn)程監(jiān)控網(wǎng)絡(luò)上各個(gè)交換機(jī)通信狀態(tài),包括各個(gè)端口的通信情況。
結(jié)束語(yǔ)
綜上所述,升級(jí)改造后的上海高楊國(guó)際煙草有限公司制絲線控制系統(tǒng)在網(wǎng)絡(luò)硬件和軟件控制思想方面都有一定的先進(jìn)性。現(xiàn)場(chǎng)總線Profibus和以太網(wǎng)技術(shù)的使用,既保證了系統(tǒng)運(yùn)行的安全可靠,又實(shí)現(xiàn)了數(shù)據(jù)共享。改造前每臺(tái)段監(jiān)控機(jī),只能一一對(duì)應(yīng)監(jiān)控一個(gè)PLC,現(xiàn)在每臺(tái)段監(jiān)控機(jī)都可以監(jiān)控全線五個(gè)PLC;現(xiàn)場(chǎng)四臺(tái)15in現(xiàn)場(chǎng)監(jiān)控站(MP370),全面實(shí)時(shí)顯示工藝流程運(yùn)行狀態(tài)、工藝參數(shù)和設(shè)備參數(shù),操作上的靈活、方便是顯而易見(jiàn)的。經(jīng)過(guò)生產(chǎn)證明:整套控制系統(tǒng)工作可靠,運(yùn)行狀態(tài)良好,有完善的生產(chǎn)管理功能。此次升級(jí)改造,改進(jìn)了原有的一些工藝和設(shè)計(jì)上不合理的部分,且便于系統(tǒng)擴(kuò)展,經(jīng)濟(jì)和技術(shù)效益顯著,得到用戶(hù)的好評(píng)。
