
一.前言
大連安迪數(shù)控技術有限公司針對國內(nèi)熱封切制袋機現(xiàn)狀推出了專用伺服控制解決方案,在國內(nèi)某公司制袋機設備成功應用并得到了廣泛推廣,該方案采用了ADSD-S交流同步伺服驅(qū)動器、ADSM-S交流永磁同步伺服電機、觸摸屏、PLC、變頻器、變頻電機等主要元器件;根據(jù)設備工藝要求選擇了低慣量高轉速的ADSM-S伺服電機作為主要運動機構,保證了封切制袋機在頻繁啟動負載下自身運動的平穩(wěn)性與快速響應性,使伺服電機的一次送料轉速能夠滿足切刀上下運行的時間要求。同時簡化了機械機構,解決了原機械設備效率低、定位精度低、能耗大、自動化水平低、浪費材料等缺點。
二.控制原理
整個設備生產(chǎn)工藝過程主要分為抬刀、定位、封切三個部分。熱封刀與切刀的上下往復運動由變頻器驅(qū)動變頻電機控制,袋長定位由伺服驅(qū)動器控制伺服電機帶動送料輥控制,另外光電傳感器(又稱光電眼)、溫控器、接近開關,做為測控元器件,負責時間的判斷與控制信號的發(fā)出,使執(zhí)行器件之間確立時序關系。PLC做為核心程序的載體,負責脈沖信號的發(fā)送及各種控制信號的轉化與傳遞,最終控制各執(zhí)行機構的運轉與協(xié)調(diào)。觸摸屏作為人機界面,用于參數(shù)設置及整臺機器運行狀況監(jiān)控,通過觸摸屏可以調(diào)整袋長、清零、復位、點動等操作;還可以顯示袋長數(shù)值和被加工袋的累計數(shù)量等。
下圖為熱封切機的控制原理框圖:

三.工作流程
1.系統(tǒng)上電
程序初始化,輸入袋長數(shù)值,調(diào)整溫度儀,使封刀的溫度達到熱封的需要(封刀的溫度,應根據(jù)主電機的轉速高低進行設定,以膠袋封口處結實耐拉為準。封刀溫度偏低,會導致膠袋封口處不牢。若封刀溫度偏高,會導致膠袋封口處燙穿,因此,應根據(jù)主電機轉速及封口時間長短進行調(diào)節(jié));進入手動調(diào)節(jié)模式,檢查機械部分,伺服系統(tǒng),變頻器等是否可以正常工作,調(diào)節(jié)色標光電眼,使其能夠感應色標變化。
2.制作袋子
點擊觸摸屏自動運行按鈕,主變頻電機(1.5KW)工作,通過機械連桿帶動封刀和切刀上下往復運動,切刀每向上運動一次,伺服信號就導通一次,由 PLC發(fā)送脈沖控制伺服電機(1kw)運轉,脈沖的個數(shù)決定了伺服電機轉動的圈數(shù),脈沖的頻率決定了伺服電機的轉速,伺服電機通過同步帶帶動送料輥送料,伺服電機必須在切刀下降到承切皮輥之前完成定位,當切刀和封刀下切后,膠袋形成,當切袋個數(shù)到達預設個數(shù)或按下急停按鈕時,在生產(chǎn)完當前膠袋后停機,切刀和封刀停在高位停車處。
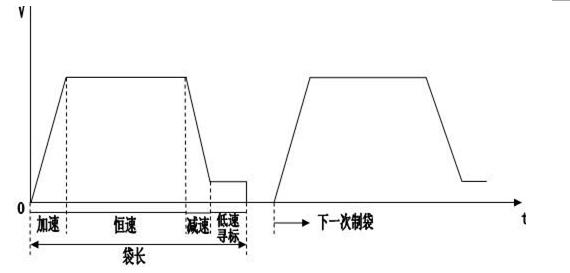
制袋機一般具有兩種封切方式:空白袋定長封切和尋標封切,當選擇空白袋定長封切時色標光電眼不起作用,PLC程序根據(jù)切袋長度、機械傳動比、伺服驅(qū)動器的電子齒輪比、伺服電機編碼器的線數(shù)以及送料輥的周長,計算出伺服系統(tǒng)定位所需要的脈沖數(shù),然后由驅(qū)動器驅(qū)動伺服電機帶動送料輥轉動送出一定長度的膠袋,從而實現(xiàn)白袋定長封切;當選擇尋標封切時,其過程如下,伺服啟動信號導通,伺服電機按照PLC程序預先設定的運動曲線進行加速運動、恒速運動、減速運動、低速追色,如圖3所示,PLC接收到追色信號時,通過中斷方式立即停止伺服電機。一般追色長度為10mm,并且要求追色信號只能在追色范圍內(nèi)起作用,其它范圍內(nèi)需屏蔽掉其干擾信號。追色封切調(diào)試時,在人機界面上設定好伺服電機的恒速速度,先將加速時間、減速時間設長,再調(diào)低速追色速度,盡可能提高低速追色速度,以追色平穩(wěn)、準確為準。調(diào)整好追色速度后,再調(diào)加速時間、減速時間,盡可能調(diào)短加減速時間,以膠袋與出料輥不發(fā)生相對滑動及追色平穩(wěn)為準。 PLC程序在追色封切時,對追色信號記數(shù),連續(xù)三次檢測不到時,PLC停止各電機運轉,并驅(qū)動報警器報警。同時PLC程序?qū)ε坑洈?shù),當批量達到預警值時,PLC驅(qū)動報警器報警提示。
四.伺服系統(tǒng)簡介
本機采用的伺服系統(tǒng)為大連安迪數(shù)控技術有限公司的ADSD-S系列,驅(qū)動單元采用美國TI公司最新數(shù)字信號處理器DSP為核心,選用三菱公司工業(yè)級智能功率模塊(IPM),而且所選IPM的容量比標定相同功率的其它國內(nèi)伺服產(chǎn)品要大一個等級,因而具有過載能力強、抗負載擾動能力強、起動力矩大、動態(tài)相應速度高等特點;支持多種通訊方式,標準全隔離RS485通訊模塊,RS422/RS485,CAN bus或Profibus可選;驅(qū)動器將位置控制、速度控制、轉矩控制這三種控制方式合為一體,并且可以進行各控制模式的動態(tài)切換,使用更加靈活柔性;具備過速保護、過流、過載、過熱、主電源過壓欠壓、編碼器異常、通訊錯誤、PID反饋信號異常等duoz保護及異常顯示,使控制過程一目了然。電機為三相永磁同步伺服電機,具有三倍過載能力,3000RPM 的額定轉速,2500線的編碼器分辨率。
機械參數(shù):
機械傳動減速比1:3
膠輥直徑66mm
精度要求:袋長精度小于0.5mm,伺服電機編碼器脈沖數(shù)為2500P/R,通過四倍頻轉換后,分辨精度達到10000p/r,即v伺=360°/10000=0.036°,電機輸出到送料輥有3:1的減速比,實際檢測精度達到:
v輥=360°/(10000×3)=0.012°
對應的袋子長度分辯精度為:
vl輥=πD×(0.012°/360°)=207.24×0.000033=0.006839mm
故其本身誤差遠遠小于0.5mm,引起定位誤差較大的真正原因是由于伺服電機起停不夠平滑,停車時抖動,故要根據(jù)伺服電機的起停速度調(diào)整合適的速度環(huán)、位置環(huán)增益與加減速時間,調(diào)試過程如下:
a)將位置環(huán)增益即先設在較低值,然后在不產(chǎn)生異常響聲和振動的前提下,逐漸增加速度環(huán)的增益至最大值。
b)逐漸降低速度環(huán)增益值,同時加大位置環(huán)增益。在整個響應無超調(diào)、無振動的前提下,將位置環(huán)增益設至最大。
c)速度環(huán)積分時間常數(shù)取決于定位時間的長短,在機械系統(tǒng)不振動的前提下,盡量減小此值。
d)隨后對位置環(huán)增益、速度環(huán)增益及積分時間常數(shù)進行微調(diào),找到最佳值。
e)適當調(diào)整位置指令一次濾波時間常數(shù)。
調(diào)試參數(shù)如下:

五. 總結
該熱封切制袋機是在傳統(tǒng)老式設備的基礎上運用安迪伺服控制系統(tǒng)改造而成,具有提高效率;降低能耗;提成品率;提高封切精度;調(diào)試方便快捷;運行過程平穩(wěn);簡化機械結構等特點,具有更高的技術含量和更優(yōu)良的性價比,為企業(yè)創(chuàng)造更多的效益。