摘要:在帶鋼的彩色涂層生產(chǎn)線機(jī)組中,輥涂機(jī)采用變頻器調(diào)速控制,變頻器通過(guò)現(xiàn)場(chǎng)總線PROUFIBS與PLC控制設(shè)備聯(lián)接構(gòu)成通訊網(wǎng)絡(luò)控制系統(tǒng),實(shí)現(xiàn)對(duì)輥涂機(jī)的工藝操作及速度控制,由于采用了網(wǎng)絡(luò)控制,使得輥涂機(jī)能夠根據(jù)全線生產(chǎn)狀態(tài)而隨時(shí)調(diào)節(jié)各輥速度,以保證帶鋼表面涂層質(zhì)量。
關(guān)鍵詞:變頻器;輥涂機(jī);PROUFIBUS
1 概述
輥涂機(jī)是帶鋼彩色涂層生產(chǎn)線中的關(guān)鍵設(shè)備,它的運(yùn)行決定了降層厚度和涂層質(zhì)量,并且直接影響機(jī)紐的作業(yè)率,因此,必須正確選擇較適宜的涂敷設(shè)備和最佳的涂敷工藝。使機(jī)組發(fā)揮最大效益,輥涂機(jī)是目前使用最廣泛的涂敷設(shè)備,它具有工藝靈活,操作方便節(jié)省涂料、涂層厚度易于控制等優(yōu)點(diǎn)。
輥涂帆的命名一般按輥涂方法來(lái)分婁,如:二輥式輥緣機(jī),三輥式輥豫機(jī),正向輥潦機(jī),反向輥橡機(jī)等等輥涂法的基本類型很多,在同一臺(tái)輥溶機(jī)上,又可采用不同的輥涂方法,這主要依工藝情況來(lái)定,最常用的輥馀方法有自然輥涂法、自然反轉(zhuǎn)法、全反轉(zhuǎn)法。為了滿足各種擦l料,涂層厚度及不同的基材的需要,保證工藝所要求的各輥及帶鋼之間的不同速比,目前,輥涂機(jī)的各涂層輥基車都是采用單獨(dú)驅(qū)動(dòng)的方式在南方鋼鐵公司1250MM寬帶鋼彩色崍層生產(chǎn)線機(jī)組中現(xiàn)用輥埭機(jī)為二輥式輥涂機(jī),采用的輥涂方法為二輥?zhàn)匀环崔D(zhuǎn)法。

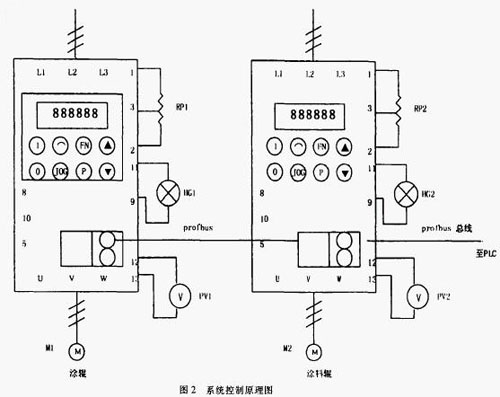
2 二輥?zhàn)匀环崔D(zhuǎn)法工作原理
從圖1可知,二輥?zhàn)苑崔D(zhuǎn)法的工作原理即:涂輥的旋轉(zhuǎn)方向與錒帶運(yùn)行方向相反,粘料輥的旋轉(zhuǎn)方向順著涂輥的旋轉(zhuǎn)方向相向運(yùn)行。鋼板涂層厚度的控制通過(guò)改變各輥的相對(duì)速度,間隙(擠壓力)來(lái)實(shí)現(xiàn)。在各輥間隙一定情況下,潦輥的速度要跟隨支撐輥的速度變化而變化,即鋼帶(機(jī)組)的運(yùn)行速度變化,設(shè)機(jī)組運(yùn)行速度為l00%,通常情況下涂料輥的速度為帶鋼運(yùn)行速度的50%~150%,粘料輥的速度約為帶鋼運(yùn)行速度的20%~60%,但由于不同的涂料和不同的基材以及不同要求的涂層厚度。所以,各輥的建度有時(shí)要根據(jù)生產(chǎn)工藝來(lái)確定,這是滌層工藝的本身特點(diǎn)所決定的,針對(duì)這一特點(diǎn)涂輥驅(qū)動(dòng)裝置我們選用了變額器驅(qū)動(dòng),并通過(guò)網(wǎng)絡(luò)通訊進(jìn)行工藝操作及速度控制。在實(shí)際應(yīng)用中,該系統(tǒng)操作方便,能滿足不同工藝要求所需的各工作輥的速度。大大節(jié)省設(shè)備成率及生產(chǎn)成本。系統(tǒng)控制碾理姐圖2所示。
(1)變頻器電機(jī)的選擇
南方鋼鐵公司彩涂線機(jī)組運(yùn)行速度不高,帶鋼運(yùn)行的速度一般在30—40/Min之間,涂輥電機(jī)通常要在低轉(zhuǎn)速下運(yùn)行,要保證鋼帶表面婊層均勻,因此要求涂輥電機(jī)低速性能好.轉(zhuǎn)矩平滑,在低頻運(yùn)行時(shí)能保持恒轉(zhuǎn)矩轄出,普通的三相異步電動(dòng)機(jī)很難滿足這個(gè)要求,固此我們的涂輥電機(jī)選擇了上海南洋電機(jī)廠生產(chǎn)的Y1sP系列變額調(diào)逮三相異步電動(dòng)機(jī),該系列變頻調(diào)速三帽異步電動(dòng)機(jī)是為配合國(guó)內(nèi)外各糞高性能IGBT脈寬詞制變額器而特殊設(shè)計(jì)的.電機(jī)在高頻運(yùn)行時(shí)有較強(qiáng)的過(guò)載能力,在低頻運(yùn)行時(shí)保持恒轉(zhuǎn)矩輸出。并且使用時(shí)一般不需配用外接濾波器。YTSP系列的冷卻方式有兩種:一種為IC411 系刊,一種為1C416系列,我們選用了Ic416系列,談系列有單獨(dú)的軸流風(fēng)機(jī)強(qiáng)迫通風(fēng),可以保證電機(jī)在低速(5Hz)運(yùn)行時(shí)溫升不超過(guò)允許值 。
根據(jù)涂輥?zhàn)冾H電機(jī)的性能特點(diǎn)及控制要求,按照電機(jī)的各項(xiàng)額定參數(shù),并考慮一定的裕量我們選定西門子Micro—Master440變頻器來(lái)控制涂輥電機(jī)。MicroMaster440變頻器是西門子全新一代變頻器,除了其它同類變頻器的基本功能外,獨(dú)具以下功能:采用靈活的組態(tài)設(shè)計(jì),可按需要配置不同操作面板,內(nèi)置Rs485/232接口,方便與上位機(jī)通,可利用SIMOVIS調(diào)試軟件,提供PROFIBUS選件,與SIEMENS PROFIDRIVE軟件兼容,便于實(shí)現(xiàn)全集成自動(dòng)化系統(tǒng)。MicroMaster440的矢量控制,在低頻和反轉(zhuǎn)時(shí)都有優(yōu)良的轉(zhuǎn)矩輸出特性。PROFIBUS接口和操作員接口可同時(shí)使用,可實(shí)現(xiàn)本機(jī)參數(shù)化和診斷功能。
(2)涂輥電機(jī)變頻調(diào)速控制系統(tǒng)
① 變頻器對(duì)電機(jī)速度的控制可以通過(guò)多種方式實(shí)現(xiàn),即可以通過(guò)變頻器前面板上的按鍵實(shí)現(xiàn)本地控制,也可以通過(guò)PROFIBUS現(xiàn)場(chǎng)總線來(lái)控制,也可以通過(guò)操作臺(tái)上的電位器模擬量輸入來(lái)控制。
② 控制粘料輥和涂輥電機(jī)的變頻器上配有PROFIBUS模塊,通過(guò)PR0nBUS接口與總線連接,與生產(chǎn)線其它傳動(dòng)系統(tǒng)一起和PLC構(gòu)成了PR0nBUS現(xiàn)場(chǎng)總線控制系統(tǒng)。
⑧ 變頻電機(jī)速度控制實(shí)現(xiàn)過(guò)程: PLC通過(guò)PROFIBUS現(xiàn)場(chǎng)總線讀取生產(chǎn)線上的傳動(dòng)裝置的速度值,即生產(chǎn)線上帶鋼的速度,然后根據(jù)二輥?zhàn)匀环崔D(zhuǎn)法工作原理對(duì)輥涂機(jī)粘料輥和涂輥之間的速度關(guān)系進(jìn)行運(yùn)算,把運(yùn)算結(jié)果通過(guò)現(xiàn)場(chǎng)總線傳送給變頻器來(lái)控制電機(jī)速度,但由于不同的涂料和不同的基材以及不同要求的涂層厚度,所以,對(duì)粘料輥和涂輥的速度要分配不同的速度信號(hào)值,這可以通過(guò)兩種方式來(lái)實(shí)現(xiàn):1預(yù)先作一個(gè)工藝表,根據(jù)工藝要求選取工藝表中一種工作狀態(tài)給輥涂機(jī)的粘料輥和涂輥分配工藝速度。2可通過(guò)操作臺(tái)上的電位器人工進(jìn)行調(diào)整,操作臺(tái)電位器的信號(hào)也是通過(guò)現(xiàn)場(chǎng)總線傳送到眥,PLC把來(lái)自操作臺(tái)電位器上的值與PLC先前運(yùn)算的值再進(jìn)行疊加運(yùn)算,再將最后運(yùn)算的結(jié)果傳送到變頻器,調(diào)整涂機(jī)粘料輥和涂輥的速度值,從而滿足生產(chǎn)工藝要求。
④ 在控制操作臺(tái)上裝有粘料輥和涂輥速度實(shí)際值的速度表,用來(lái)顯示輥涂機(jī)涂輥和粘料輥的實(shí)際線速度,同時(shí)在控制操作臺(tái)上還設(shè)置有粘料輥和涂輥工作狀態(tài)的信號(hào)顯示裝置。
3 運(yùn)行效果和總結(jié)
輥涂機(jī)采用變頻器調(diào)速系統(tǒng),滿足了工藝生產(chǎn)要求同時(shí)投資較為節(jié)省,設(shè)備安裝調(diào)試方便,南方鋼鐵公司的輥涂機(jī)白2003年投入生產(chǎn)運(yùn)行以來(lái),設(shè)備運(yùn)行穩(wěn)定,設(shè)備維護(hù)工作量少,設(shè)備生產(chǎn)率得到了提高,取得了很好的經(jīng)濟(jì)效益。輥涂機(jī)采用變頻器調(diào)速系統(tǒng),PROFIBUS現(xiàn)場(chǎng)總線控制的方式不但能滿足現(xiàn)代化企業(yè)的工業(yè)控制系統(tǒng)的要求,而且系統(tǒng)運(yùn)行穩(wěn)定,操作靈活,調(diào)試方便。
