摘要:本文介紹了S7-200CN通過(guò)USS協(xié)議控制MM440變頻器來(lái)實(shí)現(xiàn)速度控制,是一種低成本、高性能的控制方案。
關(guān)鍵詞:S7-200CN MM440變頻器 USS協(xié)議
一、項(xiàng)目介紹
1.簡(jiǎn)介
寧波金田銅管有限公司是金田集團(tuán)的全資子公司之一, 現(xiàn)占地5.6萬(wàn)平方米,固定資產(chǎn)1.8億元,是專業(yè)生產(chǎn)各種空調(diào)制冷用銅管、環(huán)保銅水管及其它銅制品的專業(yè)公司。隨著空調(diào)器制造技術(shù)的不斷進(jìn)步,對(duì)高效、節(jié)能、環(huán)保的要求越來(lái)越高,從20世紀(jì)70年代開(kāi)始,國(guó)外先后開(kāi)發(fā)了使用內(nèi)螺紋銅盤管和親水鋁箔制作蒸發(fā)器和冷凝器的新型空調(diào)器。內(nèi)螺紋管是在光管的基礎(chǔ)上經(jīng)過(guò)旋壓加工而成的,其與光管相比,可增加熱交換面積2-3倍,加之形成的湍流作用,可提高熱交換效率20-30%,節(jié)能15%,成為新型的換代產(chǎn)品。至20世紀(jì)80年代,該項(xiàng)技術(shù)已得到普遍應(yīng)用,在主要銅盤管生產(chǎn)企業(yè),內(nèi)螺紋盤管的比例一般都大于50%。
蘇州奧智機(jī)電設(shè)備有限公司一直致力于空調(diào)用銅、鋁管加工設(shè)備的研發(fā)、設(shè)計(jì)、制造及服務(wù),為用戶提供高性價(jià)比的卓越產(chǎn)品。此項(xiàng)目中采用S7-200PLC通過(guò)USS通訊協(xié)議實(shí)現(xiàn)對(duì)變頻器的速度控制,整個(gè)電控系統(tǒng)體系簡(jiǎn)明,布線簡(jiǎn)單可靠,控制運(yùn)行準(zhǔn)確平穩(wěn),收到了良好的效果。
2.簡(jiǎn)要工藝介紹
內(nèi)螺紋管的制造方法目前主要有兩種:
1) 無(wú)縫銅管旋壓成形
2) 帶材軋制成形—卷管及焊接
以無(wú)縫光面銅管作為母材,旋壓成形仍是國(guó)內(nèi)最普遍的內(nèi)螺紋管生產(chǎn)方法。設(shè)備外觀如下圖:
系統(tǒng)主要由四個(gè)部分構(gòu)成,盤拉、旋壓、放料、收料。銅管穿過(guò)旋壓電機(jī)內(nèi)部,當(dāng)管材在盤拉的牽引下前進(jìn)時(shí),旋壓電機(jī)帶動(dòng)其內(nèi)部的套環(huán)高速旋轉(zhuǎn),套環(huán)內(nèi)的鋼球繞銅管滾動(dòng),而銅管內(nèi)襯有帶螺紋溝槽的芯頭,通過(guò)這種高速旋壓使銅管內(nèi)壁金屬充分填充芯頭溝槽,從而在銅管內(nèi)壁形成與其齒形相同的螺紋,便稱為內(nèi)螺紋銅管。旋壓電機(jī)其實(shí)是一個(gè)高速主軸,目前國(guó)內(nèi)一些銅加工生產(chǎn)企業(yè)內(nèi)的主軸速度大概在24000-35000RPM,主軸速度越高,對(duì)應(yīng)的生產(chǎn)線速度就越高;在國(guó)內(nèi)早期進(jìn)口的一些設(shè)備上有采用磁懸浮高速主軸的,其轉(zhuǎn)速大概在50000RPM,對(duì)應(yīng)線速度可達(dá)120米/分。此項(xiàng)目中主軸速度在35000RPM時(shí),變頻器對(duì)應(yīng)輸出頻率需達(dá)到583HZ,而MM440最大輸出頻率為650HZ,仍有一定余量。
生產(chǎn)過(guò)程:將螺紋芯頭放入銅管內(nèi),制頭,然后將其穿過(guò)導(dǎo)套,高速主軸,由夾鉗將管頭咬住;啟動(dòng)運(yùn)行,由盤拉電機(jī)牽引管材,高速主軸根據(jù)工藝配比,其轉(zhuǎn)速與線速度同步上升,放料、收料也按一定速度比例同步運(yùn)行,在此系統(tǒng)中盤拉速度是基準(zhǔn)。運(yùn)行到設(shè)定圈數(shù),剪切機(jī)構(gòu)將管頭剪掉,拉伸速度自動(dòng)提升,同時(shí)管材排放到下部收料筐。當(dāng)檢測(cè)到管材尾部時(shí),自動(dòng)慢行,管尾拉出模孔后,自動(dòng)停車并回原位等待下一個(gè)工作過(guò)程。
3.控制系統(tǒng)主要器件
1) 變頻器
由于成型機(jī)的負(fù)載為恒轉(zhuǎn)矩負(fù)載,并要求有較大的起動(dòng)力矩;根據(jù)這些特點(diǎn),此系統(tǒng)選用MM440。
MM440是全新一代可以廣泛應(yīng)用的多功能標(biāo)準(zhǔn)變頻器。它采用高性能的矢量控制技術(shù),提供低速高轉(zhuǎn)矩輸出和良好的動(dòng)態(tài)特性,同時(shí)具備超強(qiáng)的過(guò)載能力,能滿足廣泛的應(yīng)用場(chǎng)合。具有標(biāo)準(zhǔn)的RS485接口,利用MM440內(nèi)部的USS標(biāo)準(zhǔn)協(xié)議,可方便組成USS串行主—從控制系統(tǒng),硬件支持高達(dá)115.2Kb/s,可構(gòu)成滿足大多數(shù)應(yīng)用場(chǎng)合的低成本、高性能的網(wǎng)絡(luò)通訊控制系統(tǒng)。同時(shí),可選的PROFIBUS-DP/Device-Net通訊模塊,實(shí)現(xiàn)了通訊的多樣性。
2) PLC
由于系統(tǒng)采用基于USS協(xié)議的RS-485串行總線控制方式,S7-200是不二選擇。此系統(tǒng)中選用了新型的CPU226 CN,S7-200CN繼承了S7-200的優(yōu)良品質(zhì)和卓越性能,適用于各行各業(yè)、各種場(chǎng)合中的檢測(cè)、監(jiān)測(cè)及控制的自動(dòng)化。S7-200CN系列的強(qiáng)大功能使其無(wú)論在獨(dú)立運(yùn)行中或相連成網(wǎng)絡(luò)皆能實(shí)現(xiàn)復(fù)雜控制功能,因此具有極高的性價(jià)比。
3) HMI
為了方便對(duì)系統(tǒng)的工藝參數(shù),過(guò)程參數(shù)進(jìn)行設(shè)置或監(jiān)控,選用了西門子TP170A作為人機(jī)界面。
二、控制系統(tǒng)構(gòu)成
1.硬件配置
電源模塊 SITOP 24V/10A 1塊
CPU模塊 CPU226 CN 1塊
開(kāi)關(guān)量輸入模塊 EM221 CN 2塊
開(kāi)關(guān)量輸入輸出模塊 EM223 CN 1塊
模擬量輸入模塊 EM231 CN 1塊
人機(jī)界面 TP170A 1個(gè)
變頻器 MM440 4臺(tái)
2.系統(tǒng)結(jié)構(gòu)
根據(jù)以上的選型,組成了如下的控制結(jié)構(gòu)圖:

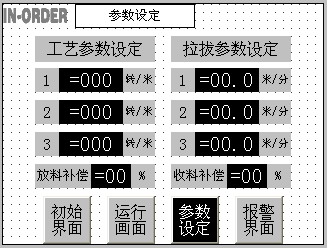
下圖為參數(shù)設(shè)置及監(jiān)視畫面:

3.方案比較
同樣的設(shè)備,根據(jù)用戶要求,我們也用S7-300+MM440+DP通訊來(lái)實(shí)現(xiàn)過(guò);相比之下,此方案通訊速率明顯提高,數(shù)據(jù)采集更實(shí)時(shí),但缺點(diǎn)是成本會(huì)增加。
三、控制系統(tǒng)
1.USS串行總線的硬件連接
USS總線是基于RS-485的物理接口,單一的RS-485鏈路最多可連接30臺(tái)變頻器,由于其采用差動(dòng)電壓傳輸信號(hào),有著很高的抗噪聲能力,最遠(yuǎn)允許傳輸距離可達(dá)1000米,但必須在總線的末端連接終端電阻。MM440變頻器每臺(tái)都附帶終端電阻,只需在最末端那臺(tái)將其連上,PLC側(cè)采用PROFIBUS-DP總線插頭,使用時(shí)需把插頭上的開(kāi)關(guān)打到ON位置,這樣實(shí)際上就接了“上拉下拉”電阻和發(fā)送端的終端電阻,這兩個(gè)上拉下拉電阻實(shí)際上就起到對(duì)網(wǎng)絡(luò)的“驅(qū)動(dòng)作用”。通訊電纜采用西門子PRIOFIBUS總線電纜,有很好的抗干擾性能,同時(shí)電纜的顏色也非常好看。
2.USS軟件實(shí)現(xiàn)
S7-200的編程軟件里已附帶了USS協(xié)議庫(kù),使用這些指令可以控制變頻器及讀寫變頻器參數(shù)。當(dāng)選擇USS協(xié)議指令時(shí),會(huì)自動(dòng)添加一個(gè)或幾個(gè)有關(guān)的子程序(USS1到USS7),而不需要編程者的參與。實(shí)際編程中首先要為USS變量預(yù)留400字節(jié)的V存儲(chǔ)器區(qū)域,然后在主程序中調(diào)用USS-INIT指令,激活將要控制的幾個(gè)變頻器通訊(注意變頻器的地址要和激活的地址相對(duì)應(yīng));再通過(guò)調(diào)用USS-CTRL和讀寫指令來(lái)實(shí)現(xiàn)相應(yīng)功能。
3.程序
為了體現(xiàn)程序的可讀性,實(shí)用性,采用了模塊化編程;具體是將程序根據(jù)控制對(duì)象進(jìn)行模塊化分割,實(shí)際分為六個(gè)模塊:
1) 組織塊 用于調(diào)用其它五個(gè)塊
2) 初始化塊 用于初始化、使能與MM440的通訊,并對(duì)程序內(nèi)部一些調(diào)用的字作初始化
3) 順序控制塊 系統(tǒng)是一個(gè)以各個(gè)環(huán)節(jié)檢測(cè)執(zhí)行為條件,一步接一步的順序控制。通過(guò) 移位指令可以將機(jī)組從啟動(dòng)到停止的整個(gè)工作過(guò)程貫穿起來(lái),優(yōu)點(diǎn)是系統(tǒng)過(guò)程明晰、一目了然,如果在運(yùn)行過(guò)程中出現(xiàn)問(wèn)題,根據(jù)移位指令中目前所處的狀態(tài),可以通過(guò)監(jiān)控很容易地找到問(wèn)題所在點(diǎn)。
4) 執(zhí)行塊 主要用來(lái)控制外部的各種電磁閥
5) 速度控制塊 用來(lái)控制系統(tǒng)各部分電機(jī)運(yùn)行及速度。通過(guò)USS_CTRL指令即可以控制激活的MM440裝置,使得程序非常簡(jiǎn)潔、易讀。
6) 顯示塊 用來(lái)存儲(chǔ)與HMI通訊的相關(guān)值
4. HMI
在人機(jī)界面中共設(shè)置了四個(gè)頁(yè)面,分別是主頁(yè)面,參數(shù)設(shè)定頁(yè)面、狀態(tài)顯示頁(yè)面、故障報(bào)警頁(yè)面。便于直觀地進(jìn)行操作及維護(hù)。
四、項(xiàng)目運(yùn)行
系統(tǒng)自2006年8月投入使用,經(jīng)過(guò)連續(xù)不間斷的運(yùn)轉(zhuǎn),一直保持穩(wěn)定運(yùn)行;同時(shí)由于操作簡(jiǎn)便,適應(yīng)性強(qiáng),深受用戶好評(píng)。這也是對(duì)西門子自動(dòng)化產(chǎn)品的一種肯定。
五、應(yīng)用體會(huì)
通過(guò)本項(xiàng)目的設(shè)計(jì)、調(diào)試,認(rèn)為有以下幾個(gè)方面值得重視:
1.變頻器本體要用大截面積導(dǎo)線直接連到接地母排,開(kāi)關(guān)電源的M要接地。
2.變頻電機(jī)的連接電纜須采用屏蔽電纜,并雙端接地。
3.由于變頻器本身是強(qiáng)干擾源,加之此系統(tǒng)中高頻電機(jī)的頻率須達(dá)到580HZ,因此進(jìn)線端一定要配置進(jìn)線電抗器;同時(shí)通訊電纜須采用西門子PROFIBUS標(biāo)準(zhǔn)電纜。
4.TP170A的通訊電纜最好能單獨(dú)走線,如不能則需穿鐵管,鐵管兩端要接地。
總之,通過(guò)本項(xiàng)目的成功開(kāi)發(fā)與應(yīng)用,體現(xiàn)了西門子自動(dòng)化產(chǎn)品的穩(wěn)定性,易用性,靈活性以及較高的性價(jià)比。
