
摘要: 提出了線陣CCD微米級非接觸式圓鋼光電測徑儀的設(shè)計方案,,并以ARM微處理器和單片機(jī)為核心實(shí)現(xiàn)了設(shè)計,;解決了傳統(tǒng)圓鋼測徑方法接觸式測量的局限問題,具有結(jié)構(gòu)簡單、小型化,、非接觸,、精度高等特點(diǎn)。實(shí)驗(yàn)結(jié)果表明,,該系統(tǒng)實(shí)現(xiàn)了CCD非接觸式圓鋼光電測徑,,測量結(jié)果準(zhǔn)確、精度高,、穩(wěn)定性好,,且可直接方便地顯示測量結(jié)果。
引言
在鋼鐵工業(yè)生產(chǎn)中傳統(tǒng)的圓鋼測徑方法有很多,,如利用尺寸工具抽樣檢測、電磁式接觸測量等,。用尺寸工具測量,,精度不夠且速度很慢;用電磁式測量是接觸式測量,,測量比較麻煩且精度和速度也難以得到保證,。CCD電荷耦合器件廣泛應(yīng)用于圖像掃描、非接觸式尺寸檢測,、位移測定條形碼讀出等光電探測和光電成像領(lǐng)域,,具有自掃描、精度高,、靈敏度高,、光譜響應(yīng)量寬等優(yōu)點(diǎn)[1]。CCD 微米級非接觸式圓鋼光電測徑儀是一種基于CCD光電檢測技術(shù)的非接觸式圓鋼專用光電測徑裝置,。它具有非接觸,、速度快、精度高,、小型化,、結(jié)構(gòu)簡單等優(yōu)點(diǎn),可以在光線暗,、高溫,、高速等惡劣條件下,在生產(chǎn)線上動態(tài)無損地隨時監(jiān)控圓鋼直徑的微小變化,,具有較高的實(shí)用價值,。
1 系統(tǒng)總體設(shè)計
1.1 CCD微米級非接觸式圓鋼光電測徑儀的測量原理
CCD微米級非接觸式圓鋼光電測徑儀光路測量原理如圖1所示。
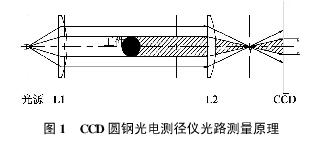
平行光源從鏡L1發(fā)出平行光束,。此光束照射在光路內(nèi)的圓鋼工件上,,經(jīng)光學(xué)鏡頭L2成像在CCD的感光面上。CCD器件把感光面上的光信號轉(zhuǎn)換成與光強(qiáng)成比例的電荷量,在一定頻率的時鐘脈沖驅(qū)動下,從CCD的輸出信號U0波形中反映出來,。對U0進(jìn)行信號處理,,并根據(jù)工件的成像在CCD輸出波形中的寬度推算標(biāo)定出工件的實(shí)際尺寸。
1.2 主要信號處理過程
CCD的行同步脈沖FC和標(biāo)準(zhǔn)脈沖SP與輸出信號U0的關(guān)系如圖2(a)所示,。放入工件后,,在行同步脈沖FC中間的U0波形部分時段變成了低電平,低電平的寬度隨工件直徑尺寸線性變化,,如圖2(b)所示,。
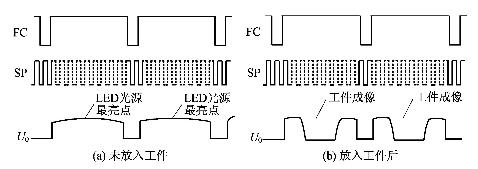
圖2 CCD的輸出信號
在每個行脈沖FC周期內(nèi)對U0進(jìn)行信號處理,過程如圖3所示,。將U0信號通過低通濾波電路,,濾去高頻干擾;對U0進(jìn)行一次微分邊界分離,,然后通過絕對值電路將信號進(jìn)行一致化處理便于進(jìn)行二次微分,;接著進(jìn)行二次微分以提高分辨率,然后通過過零檢測電路找到測量中心,,最后進(jìn)行二值化處理為后續(xù)的脈沖計數(shù)做好準(zhǔn)備,。
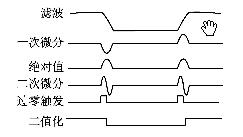
圖3 行脈沖FC周期內(nèi)對U0進(jìn)行信號處理的過程
1.3 系統(tǒng)搭建方案
系統(tǒng)搭建方案如圖4所示。
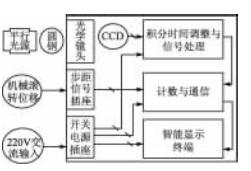
圖4 系統(tǒng)總體搭建方案
采用高亮度LED和合適焦距的透鏡組成光源盒,,并利用其特性產(chǎn)生較好的平行光,,照射物體然后通過光學(xué)鏡頭在CCD上成像。CCD的輸出信號通過9針串行口將信號輸送到積分時間調(diào)整與信號處理電路模塊,,然后此模塊將處理好的信號輸送到計數(shù)與通信電路模塊進(jìn)行計數(shù)測量轉(zhuǎn)換,,并和顯示模塊通信將測量值發(fā)送給ARM處理器。最后由智能顯示終端顯示測量值,,并實(shí)現(xiàn)校準(zhǔn)標(biāo)定查詢等功能,。
2 系統(tǒng)的實(shí)現(xiàn)
2.1 積分時間調(diào)整與信號處理電路
2.1.1 硬件設(shè)計
積分時間調(diào)整與信號處理電路結(jié)構(gòu)框圖如圖5所示。
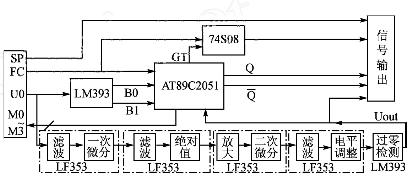
圖5 積分時間調(diào)整與信號處理電路結(jié)構(gòu)框圖
由于CCD的輸出信號U0受光強(qiáng)影響,,光強(qiáng)越強(qiáng)U0波形幅值越大,,故需對CCD進(jìn)行積分時間閉環(huán)調(diào)整,以保證信號U0的最高幅值在3~4 V范圍內(nèi),。將U0的波形通過雙比較器LM393與3 V和4 V電壓比較,,并將比較結(jié)果輸入到單片機(jī)AT89C2051中,單片機(jī)根據(jù)結(jié)果通過四根數(shù)據(jù)線設(shè)置CCD驅(qū)動器的積分時間設(shè)置擋位M0~M3(其中0000為最短積分時間,,1111為最長積分時間),,以保證有合適的積分時間,使U0的最高幅值在要求范圍內(nèi),,便于進(jìn)行準(zhǔn)確測量,。積分時間調(diào)整好后,通過與門控制將行同步脈沖FC輸出。U0經(jīng)由4個雙運(yùn)放LM353搭建的濾波,、一次微分,、濾波、絕對值,、放大,、二次微分、濾波,、電平調(diào)整進(jìn)行信號處理后再通過LM393比較器與0 V比較進(jìn)行過零檢測,,并將信號輸入到單片機(jī)AT89C2051中進(jìn)行軟件二值化,二值化好以后將信號輸出,。
2.1.2 軟件設(shè)計
積分時間調(diào)整與信號處理的程序流程如圖6所示,。
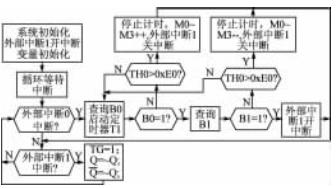
圖6 積分時間調(diào)整與信號處理程序流程
系統(tǒng)存在外界光干擾時需實(shí)時對積分時間進(jìn)行調(diào)整。程序中用行同步脈沖FC做中斷源,,在行同步脈沖FC中,,不斷判斷U0的幅值是否位于3~4 V范圍內(nèi)。如果不在,,立即調(diào)整M0~M3的值,,直到U0的幅值合適為止,。此時將行同步脈沖FC通過與門控制輸出,,并將過零檢測的信號軟件二值化后輸出。
2.2 計數(shù)與通信模塊
2.2.1 硬件設(shè)計
計數(shù)與通信模塊結(jié)構(gòu)框圖如圖7所示,。

圖7 計數(shù)與通信模塊結(jié)構(gòu)框圖
由單片機(jī)AT89C2051接收來自積分時間調(diào)整與信號處理模塊的信號,。在行同步脈沖FC周期內(nèi)對標(biāo)準(zhǔn)脈沖計數(shù),可得知U0波形工件成像的兩個邊界內(nèi)的標(biāo)準(zhǔn)脈沖個數(shù),。找出標(biāo)準(zhǔn)脈沖與實(shí)測工件標(biāo)準(zhǔn)尺寸之間的關(guān)系進(jìn)行標(biāo)定校準(zhǔn),,即可得出工件的實(shí)際尺寸??蓵簳r將測量值通過由74LS373和DS1225擴(kuò)展的片外RAM存儲下來,然后通過RS232串口發(fā)送給顯示模塊,。
2.2.2 軟件設(shè)計
MCU中計數(shù)與通信程序框圖如圖8所示。
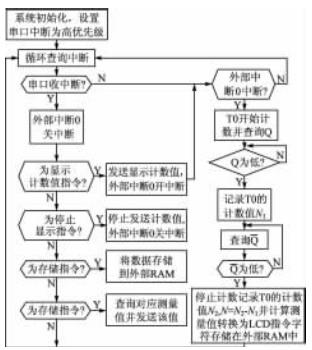
圖8 MCU中計數(shù)與通信程序流程
程序中存在串口中斷和外部中斷0,,設(shè)置串口中斷為高優(yōu)先級中斷,,由串口的收中斷接收來自顯示模塊中ARM微處理器的控制指令,以確定是否開始測量,、存儲或查詢,;由串口的發(fā)中斷將測量值發(fā)送給ARM微處理器進(jìn)行顯示。以行同步脈沖FC的下降沿作為外部中斷0觸發(fā)信號,,F(xiàn)C的下降沿到來產(chǎn)生中斷后即開始對標(biāo)準(zhǔn)脈沖計數(shù),。當(dāng)查詢到二值化信號Q由高電平變?yōu)榈碗娖綍r記錄此時標(biāo)準(zhǔn)脈沖個數(shù)N1,當(dāng)查詢到二值化信號Q由高電平變?yōu)榈碗娖綍r停止計數(shù),記錄此時標(biāo)準(zhǔn)脈沖個數(shù)N2,;N=N2-N1,,按標(biāo)定校準(zhǔn)得系數(shù)計算測量值,并轉(zhuǎn)化為ASCII碼暫存于外部RAM中,,以備直接顯示或查詢,。
2.3 顯示模塊
由ARM微處理器接收觸摸鍵操作信息并分析要進(jìn)行何種操作,然后通過串口發(fā)送指令給計數(shù)通信模塊,,并從串口接收來自計數(shù)通信模塊的測量信息,。通過LCD觸摸屏顯示測量信息,也可以通過Flash/RAM存儲測量信息和操作界面,。
顯示模塊軟件設(shè)計流程如圖9所示,。
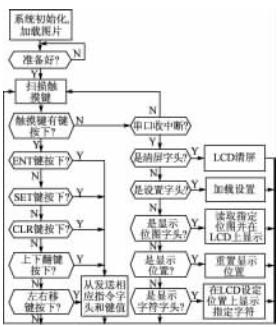
圖9 顯示模塊程序流程
程序中不斷掃描觸摸鍵盤并等待串口中斷。若掃描到某個鍵被按下,,則發(fā)送相應(yīng)指令到串口控制計數(shù)模塊測量,;若有串口中斷判斷相應(yīng)字頭,則控制LCD顯示或更新系統(tǒng)設(shè)置,。
3 系統(tǒng)實(shí)現(xiàn)效果
系統(tǒng)實(shí)現(xiàn)效果如圖10所示,。
圖10 系統(tǒng)實(shí)現(xiàn)效果
系統(tǒng)總體效果良好,體積小且是非接觸式測量,。測量精度和速度基本滿足微米級測量要求,,誤差在±0.005 mm之間,高于國家生產(chǎn)測量精度標(biāo)準(zhǔn),;人機(jī)界面友好,,可以很好地滿足生產(chǎn)過程中靜態(tài)或動態(tài)測量圓鋼的要求。
結(jié)語
本文提出了線陣CCD微米級非接觸式圓鋼光電測徑儀的設(shè)計方案,,以ARM微處理器和單片機(jī)為核心,,解決了傳統(tǒng)圓鋼測徑方法中系統(tǒng)的接觸式測量的局限,具有結(jié)構(gòu)簡單,、小型化,、非接觸、精度高等特點(diǎn),。實(shí)驗(yàn)結(jié)果表明,,該系統(tǒng)實(shí)現(xiàn)了CCD非接觸式圓鋼光電測徑,測量結(jié)果準(zhǔn)確,,精度高,、穩(wěn)定性好,且可直接方便地顯示測量結(jié)果,。該系統(tǒng)已經(jīng)應(yīng)用于鋼廠圓鋼生產(chǎn)高標(biāo)準(zhǔn)檢測,,有較高的實(shí)際應(yīng)用價值,。(單片機(jī)與嵌入式系統(tǒng)應(yīng)用 作者:北京郵電大學(xué) 姚剛)