1.0T數(shù)控系統(tǒng)的應(yīng)用
數(shù)控車床一般為2軸聯(lián)動(dòng)的CNC機(jī)床,采用0TD系統(tǒng)及 c系列全數(shù)字交流伺服驅(qū)動(dòng)和主軸驅(qū)動(dòng)的方案基本上能滿足數(shù)控車床的數(shù)控改造。
(1)系統(tǒng)配置0TD 的系統(tǒng)配置如圖1所示。系統(tǒng)由主板以及插在主板上的電源板、軸板、I/O板、 圖1 0TD系統(tǒng)配置存儲(chǔ)器板等組成,系統(tǒng)內(nèi)置PMC。為了便于使用編輯卡進(jìn)行梯圖編輯,選用帶軟鍵的9in CRT/MDI單元。
(2)進(jìn)給伺服回路車床一般為2軸控制,因此只需選用2軸軸卡。伺服回路如圖2,機(jī)床半閉環(huán)控制時(shí),位置反饋和速度反饋均由伺服電機(jī)內(nèi)置編碼器實(shí)現(xiàn)。全閉環(huán)控制時(shí),外置編碼器或直線尺作位置反饋,內(nèi)置編碼器作速度反饋。對(duì)于無(wú)主軸伺服的場(chǎng)合,選用帶電源的SVM型伺服放大器,對(duì)于有主軸伺服的場(chǎng)合,選用不帶電源的SVM型伺服放大器。
(3)aC串行主軸回路aC串行主軸回路如圖3。存儲(chǔ)器板與主軸放大器之間使用光纜通過(guò)高速串行接口進(jìn)行連接。

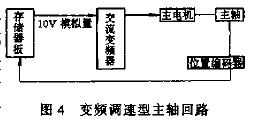
(4)變頻調(diào)速型主軸回路機(jī)床主軸調(diào)速可以采用三相交流電機(jī)作主機(jī),系統(tǒng)輸出IOV模擬量命令給交流變頻器進(jìn)行主軸詞速,如圖4所示。
迄今為止,已采用16套0TD系統(tǒng)改造數(shù)控車床14臺(tái)。
2.OM 數(shù)控系統(tǒng)的應(yīng)用
0M 系統(tǒng)主要用于數(shù)控銑床和加工中心的控制。
(1)BSIO0數(shù)控銑床的改造該機(jī)床系專用銑床只能銑平面,3個(gè)坐標(biāo)軸不能聯(lián)動(dòng)。進(jìn)給驅(qū)動(dòng)為SIMENS直流伺服,其控制使用PLC調(diào)整極不方便。
改造方案采用0MD系統(tǒng),x、Y、Z3個(gè)坐標(biāo)軸均采用aC12交流伺服電機(jī)。主運(yùn)動(dòng)不作改動(dòng),仍沿用原機(jī)械變速。改造后,該銑床為通用數(shù)控銑床,可以3軸聯(lián)動(dòng)。
(2)XK715B數(shù)控銑床的改造 采用0MD系統(tǒng)x、Y、Z3個(gè)坐標(biāo)伺服電機(jī)分別為aC22、aC22、aC30B。考慮到aC系列主軸伺服為開環(huán)速度控制,控制精度不高,故主軸伺服采用tl系列。a 串行主軸回路如圖5。位置編碼器可以接至主軸放大器,也可以接至存儲(chǔ)器板。

該機(jī)床主要用于模具加工,其加工程序較長(zhǎng)。如果使用存儲(chǔ)器工作方式,必須將加工程序進(jìn)行多段分割,逐一傳到系統(tǒng)內(nèi)存進(jìn)行加工,非常不方便。現(xiàn)設(shè)計(jì)3DNC運(yùn)行方式,計(jì)算機(jī)只將加工程序傳到系統(tǒng)緩沖區(qū),邊傳送邊運(yùn)行。
(3)XH754臥式加工中心的改造 該機(jī)床原控制系統(tǒng)為FANUc一6M,立柱固定,主軸箱在立柱上做上下移動(dòng)(Y軸),工作臺(tái)可在水平面上做兩坐標(biāo)直線運(yùn)動(dòng)(X 軸和z軸)以及5。×72等分分度(TAB軸)。機(jī)床采用無(wú)機(jī)械手換刀系統(tǒng),換刀時(shí),由主軸箱運(yùn)動(dòng)到刀庫(kù)上的換刀位置,利用主軸直接取走或放回刀具。
由于0MD最多只能控制4個(gè)坐標(biāo)軸,采用兩套OMD以主一從方式運(yùn)行實(shí)現(xiàn)5坐標(biāo)軸的控制如圖6。NC1和NC2經(jīng)信號(hào)接口電路互連,NC1為主,NC2為從。為了盡可能減少兩系統(tǒng)間的信號(hào)互換,機(jī)床的控制盡量集中到NC1,只將刀庫(kù)軸的運(yùn)動(dòng)控制分割到NC2。改造后,運(yùn)行穩(wěn)定可靠,加工節(jié)拍由6min45s縮短為5minl5s。

(4)ZH5120立式鉆削中心的改造原控制系統(tǒng)為FANIIc一3M。改造采用0MC系統(tǒng),進(jìn)給驅(qū)動(dòng)為n交流伺服,主軸為a交流串行主軸。此方案還具有如下特點(diǎn):① 該機(jī)床刀庫(kù)為純機(jī)械式換刀,刀庫(kù)換刀是通過(guò)z軸短距離的運(yùn)動(dòng)來(lái)進(jìn)行。因此,換刀程序用宏程序編制。換刀宏程序體由T代碼調(diào)用。②自動(dòng)、MDI以及JOG方式均可進(jìn)行換刀操作。③ 主軸電機(jī)采用內(nèi)置㈣s。r作位置反饋和速度反饋,以便進(jìn)行剛性攻螺紋。當(dāng)進(jìn)行剮性攻螺紋時(shí),主軸不僅進(jìn)行速度控制,還進(jìn)行位置控制,以使主軸的移動(dòng)與z軸同步,這樣,不必使用彈簧刀桿。
3.0G數(shù)控系統(tǒng)的應(yīng)用
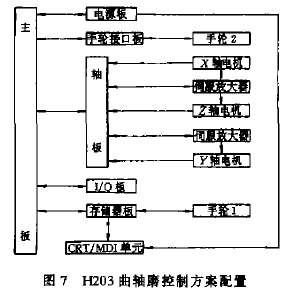
H203曲軸磨床原采用大隈OSP5000型控制器。改造方案采用0GCC系統(tǒng),3個(gè)坐標(biāo)軸均采用絕對(duì)位置測(cè)量的a系列交流伺服電機(jī),如圖7。選用4軸軸卡,即x、Z、Cf、Y4軸。Cf軸為旋轉(zhuǎn)軸,y軸可以定義為直線軸,但不能進(jìn)行圓弧插補(bǔ),也不能進(jìn)行刀具補(bǔ)償。修整器使用x、z軸,而砂輪架的進(jìn)給用y軸。機(jī)床配置前、后操作臺(tái)。后操作臺(tái)主要用于與修整器有關(guān)的操作,前、后操作臺(tái)各配一個(gè)手輪。并增加手輪接口卡。修整器x軸和z軸使用手輪l,手輪1接存儲(chǔ)器卡。砂輪架進(jìn)給y軸使用手輪2,手輪2接手輪接口卡。
機(jī)床加裝回零撞塊困難,故采用無(wú)撞塊方式回零。建立的零點(diǎn)是任意的機(jī)械位置,由于伺服系統(tǒng)采用絕對(duì)位置測(cè)量,一旦機(jī)床零點(diǎn)建立起來(lái)以后,只要電池不掉電,該機(jī)床零點(diǎn)將一直保持不變。
加工程序和修整程序均采用B型用戶宏程序編制。加工程序按主程序方式編制,修整程序按子程序方式編制。對(duì)于使用用戶宏程序B的場(chǎng)合,選用全鍵式CRT/MDI單元。砂輪每次修整后,x軸和y軸需要進(jìn)行補(bǔ)償。x軸的補(bǔ)償引用刀具補(bǔ)償變量 2002。由于y軸不能使用刀具補(bǔ)償,引用y軸偏置變量 2401作y軸補(bǔ)償。
由于工藝要求至少有2點(diǎn)的尺寸,即半精磨和精磨終到尺寸由量?jī)x控制,因此系統(tǒng)配置了多點(diǎn)跳動(dòng)功能(Multi—step Skip)。半精磨和精磨使用G31指令,在執(zhí)行G31的中途, 由外徑量?jī)x輸入跳過(guò)信號(hào)(P2或P3)沖止該指令的剩余部分,轉(zhuǎn)而執(zhí)行下一個(gè)程序段。
