
引 言
ARM微處理器具有體積小、低功耗、低成本、高性能的特點,基于ARM核的微控制器芯片不但占據(jù)了高端微控制器市場的大部分市場份額,同時也逐漸向低端微控制器應(yīng)用領(lǐng)域擴展,ARM微控制器的低功耗、高性價比,向傳統(tǒng)的8位/16位微控制器基。提出了挑戰(zhàn)。ARM微處理器及技術(shù)應(yīng)用到了許多不同的領(lǐng)域,如工業(yè)控制領(lǐng)域、無線電通訊領(lǐng)域、網(wǎng)譬絡(luò)應(yīng)用、消費類電子產(chǎn)品以及數(shù)字成象與安全產(chǎn)品當中,憑借其優(yōu)點將來還會得到更加廣泛的應(yīng)用。本文通過分析竹節(jié)紗裝置的工藝要求,設(shè)計了具有竹獨立控制結(jié)構(gòu)的永磁同步電機伺服控制系統(tǒng),由ARM和觸摸屏構(gòu)成控制器,并在ARM核中移植嵌入式操作系統(tǒng)Windows CE,使其具有圖形化的人機丕界面操作功能,支持觸摸操作,可以方便快捷地進行系統(tǒng)參數(shù)和工藝控制參數(shù)的設(shè)置,而且可以動態(tài)顯示控制系統(tǒng)當前的運行狀態(tài);以DSP為核心的驅(qū)動i器完成永磁同步電動機的控制整個系統(tǒng)采用高級計算機語言進行編程,可以較容易實現(xiàn)所需的工業(yè)與生產(chǎn)控制要求。
1 竹節(jié)紗生產(chǎn)的工藝要求
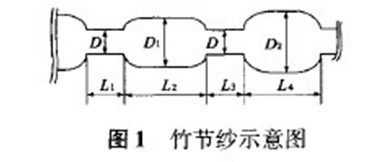
在紡紗過程中通過改變瞬時牽伸倍數(shù)或增加附加纖維,使在紗線長度方向上產(chǎn)生符合一定要求的粗節(jié)的紗線稱為竹節(jié)紗,其中所產(chǎn)生的粗節(jié)稱為竹節(jié),兩粗節(jié)之間的紗線稱為基紗。如圖1所示,L1、L3為基紗節(jié)長,L2、L4 為竹節(jié)節(jié)長,D為基紗直徑,D1、D2 為竹節(jié)直徑。目前一般采用變牽伸倍數(shù)的方法生產(chǎn)竹節(jié)紗,用伺服電動機單獨驅(qū)動中、后羅拉,改變中、后羅拉與前羅拉的轉(zhuǎn)速比就能改變紗線的牽伸倍數(shù)即紗線的粗細,控制伺服電動機轉(zhuǎn)過的角度即可控制紗線的長度。
由于前羅拉的速度因工藝需求及外部原因發(fā)生變化,為保持給定的轉(zhuǎn)速比,中、后羅拉的速度必須跟隨前羅拉的變化。將每圈脈沖數(shù)為Ⅳf的正交編碼器與前羅拉聯(lián)結(jié),測速周期 秒內(nèi)計數(shù)器讀得的編碼器脈沖數(shù)為rb (計數(shù)器工作于4倍頻方式),則前羅拉的轉(zhuǎn)速為:

中、后羅拉的基本轉(zhuǎn)速為:

式中:c為牽伸倍數(shù);η為牽伸效率;e為中、后羅拉與前羅拉的轉(zhuǎn)速比,當中、后羅拉以此速度運行時,所紡紗的直徑便為基紗直徑。通常用中、后羅拉的轉(zhuǎn)速與基本轉(zhuǎn)速的百分比口,aj(j=1,2,?)表示某一節(jié)紗與基紗直徑的比,乘以伺服電動機所聯(lián)減速齒輪箱的速比i可得伺服電動機的速度:
![]()
將式(1)、式(2)代入式(3)得到伺服電動機速度:

設(shè)前羅拉直徑為d ,則前羅拉的周長為πd,為獲得長度為,Lj(j=1,2,?)的節(jié)紗,前羅拉應(yīng)旋轉(zhuǎn) 。由式(1)和式(4)可知,伺服電動機與前羅拉的轉(zhuǎn)速比為
。由式(1)和式(4)可知,伺服電動機與前羅拉的轉(zhuǎn)速比為![]() ,因此伺服電動機應(yīng)旋轉(zhuǎn)
,因此伺服電動機應(yīng)旋轉(zhuǎn)![]() 。若伺服電動機正交編碼器每圈脈沖數(shù)為N ,DSP中的計數(shù)單元工作于4倍頻方式,則伺服電動機轉(zhuǎn)過相應(yīng)轉(zhuǎn)數(shù)計數(shù)得的脈沖數(shù)為:
。若伺服電動機正交編碼器每圈脈沖數(shù)為N ,DSP中的計數(shù)單元工作于4倍頻方式,則伺服電動機轉(zhuǎn)過相應(yīng)轉(zhuǎn)數(shù)計數(shù)得的脈沖數(shù)為:

2 伺服系統(tǒng)的設(shè)計
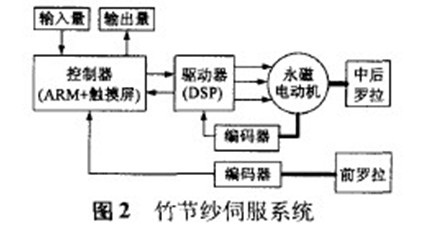
根據(jù)竹節(jié)紗生產(chǎn)工藝要求設(shè)計的伺服系統(tǒng)結(jié)構(gòu)框圖如圖2所示。控制器主要由ARM和觸摸液晶屏組成,并輔以其它外圍電路。以ARM為核心的控制器需要完成系統(tǒng)參數(shù)及工藝參數(shù)的輸入、工藝過程顯示、密碼設(shè)置、報警等功能。控制器接收系統(tǒng)的輸入量如機器的高速運行信號、低速運行信號、緊急停車信號,輸出系統(tǒng)控制信號如竹節(jié)紗指示、伺服系統(tǒng)準備好、系統(tǒng)故障等信號;為測量前羅拉的轉(zhuǎn)速,前羅拉編碼器的A、 正交信號也輸入到控制器當中,控制器根據(jù)相關(guān)參數(shù)實時計算出應(yīng)發(fā)給驅(qū)動器的脈沖的周期與個數(shù),驅(qū)動器根據(jù)脈沖周期與個數(shù)控制永磁同步伺服電機的速度和轉(zhuǎn)過的角度,以此帶動中、后羅拉運轉(zhuǎn)。只要控制器能連續(xù)給驅(qū)動器發(fā)出脈沖,永磁電動機便能夠連續(xù)的運轉(zhuǎn)。控制器使用Modbus協(xié)議,與驅(qū)動器中的DSP進行串行通訊,接收DSP送來的運行參數(shù),如電機的實際轉(zhuǎn)速、電流等。
2.1基于ARM的控制器
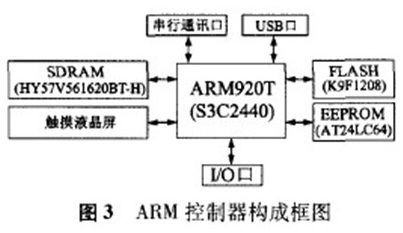
控制器選用三星公司的S3C2440作為控制芯片,其內(nèi)核為ARM公司的ARM920T處理器核,屬于32位微控制器。片內(nèi)集成了豐富的功能模塊,如USB接口、LCD控制器、ADC和DAC、DSP協(xié)處理器等,既可簡化系統(tǒng)設(shè)計,又能提高系統(tǒng)可靠性。圖3為采用該芯片設(shè)計的竹節(jié)紗伺服系統(tǒng)控制器。觸摸液晶屏選用四線5.7英寸模擬屏,EEPROM用于儲存現(xiàn)場設(shè)置的參數(shù)。
在ARM中移植嵌入式操作系統(tǒng)Windows CE 5.0,Windows CE是微軟開發(fā)的專用于嵌入式領(lǐng)域:的一款可裁剪的32位實時嵌入式操作系統(tǒng)。和其他嵌入式操作系統(tǒng)相比,它具有可靠性好、實時性高、內(nèi)核體積小及可伸縮性、強大的通信能力等特點,所以被廣泛用于各種嵌入式智能設(shè)備的開發(fā),是當今應(yīng)用最多、增長最快的嵌入式操作系統(tǒng)。
以串V1通訊為例來說明在此系統(tǒng)下對外設(shè)操作的流程。每次打開或關(guān)閉串口都要調(diào)用文件API對;串口設(shè)備進行訪問,文件API被操作系統(tǒng)轉(zhuǎn)發(fā)到FileSys.exe進程中,當FileSys.exe識別是對設(shè)備操作的信息,便會把執(zhí)行交給設(shè)備管理器處理;設(shè)備管葷理器將根據(jù)具體的請求,調(diào)用串口驅(qū)動程序中的接口;最終,驅(qū)動程序負責與硬件的交互。
此處的USB接口既可以用來連接標準的鼠標,又可以接u盤。竹節(jié)紗生產(chǎn)的工藝參數(shù)可以通過此接口存儲在u盤中,也可以選擇存儲在ARM核外擴的EEPROM當中。系統(tǒng)的輸入信號如高速運行信號、低速運行信號和緊急停車信號通過I/O口輸入給控制器,此外伺服指示信號、故障信號等輸出信號也是通過I/0口輸出。
2.2基于DSP的驅(qū)動器
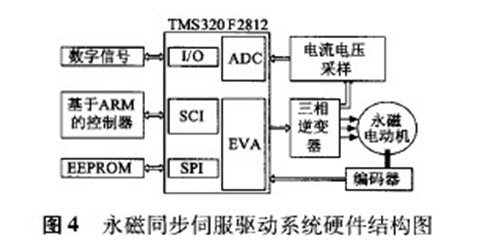
永磁同步伺服驅(qū)動系統(tǒng)的硬件結(jié)構(gòu)如圖4所示。本方案永磁同步電動機的額定功率為2 kW,額定轉(zhuǎn)速為2 000 r/min,額定電壓200V。編碼器兩路正交信號的分辨率為每轉(zhuǎn)2500個脈沖,另外還三路對稱的U、V、W信號,用于點擊起動和決定磁極的初始位置。三相變頻器中整流和逆變部分采用功率模塊,電流采樣采用變比為1:1 000的霍爾元件實現(xiàn)對主回路的電流信號的采樣,DSP芯片采用TI公司的TMS320F2812。
TMS320F2812的事件管理器模塊中,利用3個比較單元的任何一個與通用定時器1(事件管理器A)或通用定時器3(事件管理器B)、比較單元、死區(qū)單元和輸出邏輯結(jié)合使用就能產(chǎn)生一對死區(qū)和極性可編程的PWM信號,通過相應(yīng)的六路輸出引腳輸出。圖5為DSP伺服軟件框圖,軟件主要包括三部分,第一部分DSP根據(jù)外部輸入的運行信號和觸摸屏上輸入的速度位置命令,與電機反饋的位置和速度信號進行PI調(diào)節(jié),給出轉(zhuǎn)矩命令,勵磁分量一般給定為零。第二部分根據(jù)采樣得到的相電流i 、i 和位置信號0 進行坐標變換。軟件的第三部分是利用空間矢量PWM(SVPWM)算法,求得三相逆變器開關(guān)信號的占空比即導通時間,送入DSP的比較寄存器,輸出6路開關(guān)信號PWM1~PWM6。

3 實驗
將該裝置安裝在改造后的環(huán)錠細紗機上,現(xiàn)場使用表明系統(tǒng)穩(wěn)定可靠,達到了預定系統(tǒng)設(shè)計要求。圖6是紡制不同紗型時前羅拉編碼器和伺服電動機速度反饋波形,圖6a是紡正常紗的波形,前羅拉編碼器每圈1024線,測得的脈沖周期為360μs,因此其轉(zhuǎn)速為163r/min,驅(qū)動中、后羅拉的伺服電動機編碼器反饋的脈沖數(shù)經(jīng)分頻后為每圈400個,測得的脈沖周期為1 ms,其轉(zhuǎn)速為150 r/min,兩者保持恒定的速比。圖6b是紡竹節(jié)紗的波形,基紗對應(yīng)的伺服電動機轉(zhuǎn)速為150r/min,速度反饋的波形周期應(yīng)為1 ms,竹節(jié)紗對應(yīng)的轉(zhuǎn)速為375 r/rain,速度反饋的波形周期應(yīng)為400μs。為清晰起見,圖6b只捕獲了伺服電動機轉(zhuǎn)速由375 r/min向150r/min降速的一個片段,640μs對應(yīng)的轉(zhuǎn)速為234r/min,840s對應(yīng)的轉(zhuǎn)速為179r/min。

4 結(jié) 語
本文利用ARM和DSP雙處理器的配合,完成了竹節(jié)紗生產(chǎn)控制系統(tǒng)中伺服控制器的設(shè)計。ARM作為主處理器,負責生產(chǎn)過程的工藝控制,以及系統(tǒng)輸入、輸出信號的處理;DSP作為從處理器,主要完成電機的控制功能。現(xiàn)場運行表明,此系統(tǒng)穩(wěn)定可靠,達到了預定的設(shè)計要求,具有很高的性價比。