摘要:本文介紹了西門子LOGO! 與變頻器MM440組合應(yīng)用于注塑機(jī)的節(jié)能控制,并對(duì)系統(tǒng)的硬件組成和軟件設(shè)計(jì)進(jìn)行了說(shuō)明。
關(guān)鍵詞:注塑機(jī); PLC; 變頻器
Applica tion of converter with LOGO! on injection machine energy saving control
TANG Zhong - yan
(North China Electric Power University , 071003)
Abstract: The article introduces the application of converter with LOGO! on injection machine energy saving control, and give the hardware circuit composition and software design of the system .
Key words: injection machine; PLC; converter
0 引言
眾所周知注塑機(jī)是耗電大戶,注塑機(jī)生產(chǎn)塑料制品的車間每天均有相當(dāng)?shù)碾娔鼙话装桌速M(fèi),噪聲也很大。而用變頻器對(duì)電動(dòng)機(jī)進(jìn)行調(diào)速可以有效地控制電動(dòng)機(jī)運(yùn)行,實(shí)現(xiàn)較為理想的節(jié)能。對(duì)于這種小型的自動(dòng)控制裝置,如果選用PLC及觸摸屏控制,系統(tǒng)只能用到PLC的少部分功能,多數(shù)功能被閑置。而一些微型可編程序控制模塊(如西門子的LOGO! ) ,在這種小規(guī)模的控制場(chǎng)合也能輕而易舉地完成由PLC結(jié)合觸摸屏的自動(dòng)控制功能,重要的是,由LOGO! 組成的控制系統(tǒng)成本要低很多。
這里給出一種將LOGO! 與變頻器組合起來(lái),實(shí)現(xiàn)對(duì)注塑機(jī)進(jìn)行節(jié)能控制的控制系統(tǒng)。
1 注塑機(jī)變頻調(diào)速節(jié)能原理
要達(dá)到節(jié)能的目的,設(shè)計(jì)的關(guān)鍵是在注塑機(jī)中提取什么信號(hào),并經(jīng)怎樣的變換再輸出作為變頻器的輸入控制信號(hào),進(jìn)而達(dá)到變頻調(diào)速,使電動(dòng)機(jī)按需輸出功率的目的。
在生產(chǎn)實(shí)踐中可以發(fā)現(xiàn),注塑機(jī)內(nèi)部控制電路的流量電磁閥和壓力電磁閥線圈中的電流可以作為控制電動(dòng)機(jī)的信號(hào)。設(shè)這兩個(gè)量分別為IL和IY ,當(dāng)生產(chǎn)工序的某一時(shí)段,這兩個(gè)量其中之一大時(shí),例如流量電磁閥的開(kāi)度大, IL就大, 此時(shí)電動(dòng)機(jī)輸出的功率就要大。用變頻器控制電動(dòng)機(jī)時(shí),設(shè)某瞬時(shí)變頻器的輸入控制信號(hào)為電壓信號(hào)U, 變頻器輸出的頻率為f, 即f∝ U。若電動(dòng)機(jī)功率為P, 轉(zhuǎn)速為n, 在變頻調(diào)速時(shí), 基頻50Hz以下是恒轉(zhuǎn)矩調(diào)速, 轉(zhuǎn)矩M 與頻率f無(wú)關(guān), 則有P∝ n,而n∝ f,因此P∝U。改變變頻器輸入控制信號(hào)電壓U,就改變了變頻器的輸出頻率,因而就改變了電動(dòng)機(jī)的功率P。當(dāng)U 隨IL和IY變化時(shí),就達(dá)到了使電動(dòng)機(jī)按需輸出功率的目的。這里從注塑機(jī)中取出的控制信號(hào)是電流,所以需經(jīng)I /U變換,將IL和IY變換成電壓U,且U∝ IL (或IY ) ,最后將U送到變頻器輸入端。
為了即能節(jié)電又能滿足壓塑質(zhì)量,設(shè)計(jì)理想的控制算法也非常重要。通過(guò)分析,控制算法設(shè)計(jì)如下:
a. 當(dāng)IL和IY大小不同時(shí),取大的作為輸入電流信號(hào)I;若IL等于IY ,則取任意之一作為輸入電流信號(hào)I0。
b. 當(dāng)I小于某個(gè)值I0時(shí),電壓U 應(yīng)恒為零,當(dāng)I≥I0時(shí),電壓U才與I成正比,即U = KI, K與I0均可根據(jù)實(shí)際情況調(diào)整。
2 系統(tǒng)軟硬件設(shè)計(jì)
該系統(tǒng)以LOGO! 與變頻器為主,輔以電流檢測(cè)電路、參數(shù)I0設(shè)定電路、啟停控制電路等。該系統(tǒng)的硬件組成框圖如圖1所示。
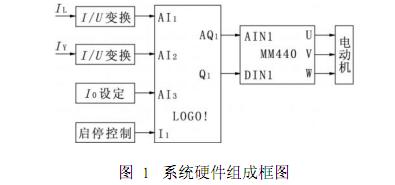
LOGO! 選用帶人機(jī)界面的基本型,并根據(jù)三個(gè)模擬量輸入、一個(gè)模擬量輸出的要求配置相應(yīng)模塊。LO2GO! 為系統(tǒng)核心,用于啟停邏輯控制、控制信號(hào)輸入輸出及控制算法的實(shí)現(xiàn)。其人機(jī)界面可以用來(lái)輸入控制參數(shù)K、顯示輸入電流及電動(dòng)機(jī)的轉(zhuǎn)速等運(yùn)行數(shù)據(jù)。變頻器選用MM440變頻器,具體型號(hào)按照注塑機(jī)的電動(dòng)機(jī)功率要求確定。其作用就是按照輸入電流控制電動(dòng)機(jī)轉(zhuǎn)速以調(diào)節(jié)電動(dòng)機(jī)輸出功率。MM440模擬輸入控制信號(hào)電壓U的范圍要求為0~10 V,而LOGO! 模擬量輸出電壓范圍也恰為0 ~10 V,二者完全匹配。二個(gè)I /U變換電路的作用是分別利用取樣電阻,將IL和IY轉(zhuǎn)變?yōu)殡妷?并進(jìn)行放大,得到LOGO! 模擬量輸入所要求的0~10 V范圍電壓送入LOGO!。I0設(shè)定電路用于設(shè)定控制參數(shù)I0 ,參數(shù)I0通過(guò)電位器組成的分壓電路取出送LOGO! ,便于調(diào)節(jié)。
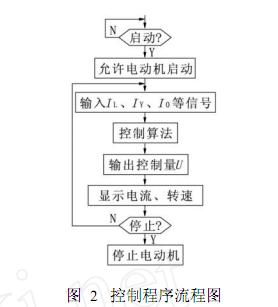
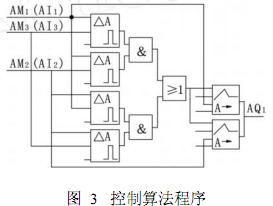
系統(tǒng)工作過(guò)程如圖2所示LOGO! 控制程序流程圖描述。實(shí)現(xiàn)控制算法的相應(yīng)程序如圖3所示。
3 結(jié)束語(yǔ)
將西門子公司的LOGO! 與MM440 變頻器引入注塑機(jī)控制系統(tǒng)中后,提高了系統(tǒng)的可靠性,改善了系統(tǒng)的穩(wěn)定性。對(duì)不同機(jī)型和不同功率的注塑機(jī),節(jié)電效果顯著,噪聲也可大大減小。
參考文獻(xiàn):
[ 1 ] 陳 浩. 案例解說(shuō)西門子LOGO! 與變頻器綜合應(yīng)用[M ]. 北京:中國(guó)電力出版社, 2008.
[ 2 ] 馬 寧,孔 紅. S7 - 300 PLC和MM440變頻器的原理與應(yīng)用[M ]. 北京:機(jī)械工業(yè)出版社, 2007.
