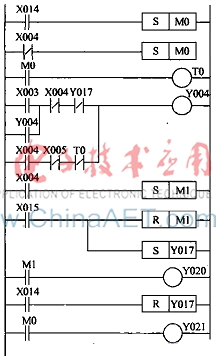
完成PLC與計(jì)算機(jī)之間信息傳遞的PLC梯形圖如圖所示。
說(shuō)明如下:
1)當(dāng)5#工位光電開(kāi)關(guān)檢測(cè)到陶坯到達(dá)的信號(hào)時(shí),一方面5#電動(dòng)機(jī)停轉(zhuǎn),另一方面向計(jì)算機(jī)發(fā)出陶坯到位信號(hào)RP。
2)計(jì)算機(jī)收到這個(gè)信號(hào)后,立即向PLC發(fā)出應(yīng)答陶坯到位信號(hào)ARP,同時(shí)向機(jī)器人控制器和轉(zhuǎn)臺(tái)伺服系統(tǒng)發(fā)出相應(yīng)信號(hào),PLC收到ARP信號(hào)后,電磁鐵夾緊托盤,并將陶坯到位信號(hào)復(fù)位,接著,計(jì)算機(jī)和轉(zhuǎn)臺(tái)按照編定的程序進(jìn)行動(dòng)作。
3)噴涂完畢后.計(jì)算機(jī)向PLC發(fā)出噴涂完畢信號(hào)SF。PLC收到此信號(hào)后,向計(jì)算機(jī)發(fā)出相應(yīng)的噴涂完畢信號(hào)ASF,同時(shí)央緊電磁鐵松開(kāi),‘延時(shí)0. 5s后,5#電動(dòng)機(jī)起動(dòng),將陶坯送出。
(4)結(jié)論該機(jī)器人施釉生產(chǎn)線PLC自動(dòng)控制系統(tǒng)通過(guò)現(xiàn)場(chǎng)的安裝調(diào)試,運(yùn)行情況良好,基本達(dá)到了預(yù)期目標(biāo),充分發(fā)揮了PLC控制系統(tǒng)運(yùn)行可靠、控制靈活、維護(hù)方便的優(yōu)點(diǎn)。它的成功應(yīng)用,說(shuō)明PLC在傳統(tǒng)行業(yè)技術(shù)改造中大有作為。
