PLC的1/0定義如表。其輸入信號(hào)有13路,包括:1#電動(dòng)機(jī)起動(dòng)按鈕.2#、3#、5#、7#、8#、9#工位光電開(kāi)關(guān)的常開(kāi)觸點(diǎn),移裁機(jī)3 7和7’氣缸的上位、下位行程開(kāi)關(guān),以及噴涂完畢信號(hào)SF和應(yīng)答陶坯到位信號(hào)ARP。
PLC的輸出有18路,包括:1#~9#工位的9個(gè)電動(dòng)機(jī)控制信號(hào),移裁機(jī)3 7和7’的上升和下降電磁閻控制信號(hào),移裁機(jī)3 7和7’的電動(dòng)機(jī)控制信號(hào),夾緊電磁鐵控制信號(hào),以及陶坯到位信號(hào)RI,和應(yīng)答噴涂完畢信號(hào)ASF。
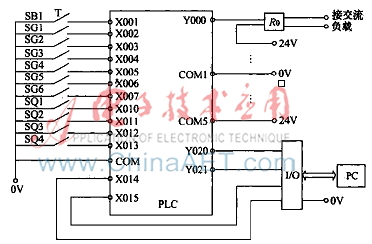
輸出控制信號(hào)YO—Y17沒(méi)有直接驅(qū)動(dòng)交流接觸器或電磁閥,而是通過(guò)固態(tài)繼電器來(lái)驅(qū)動(dòng),這樣就將PLC輸出接口電路與交流接觸器或電磁閥等感性負(fù)載隔離開(kāi)來(lái),可避免線圈通斷瞬間產(chǎn)生的大電流對(duì)PLC造成影響。根據(jù)機(jī)器人施釉周邊設(shè)備控制系統(tǒng)輸入輸出點(diǎn)數(shù)及控制要求的需要,本系統(tǒng)選用三菱FX2N-48MR-O01型PLC。其外部接線
圈中tSB1為1#電動(dòng)機(jī)的起動(dòng)按鈕,SG1—SG6分別為2#、3#、5#、7#、8#、9#電動(dòng)機(jī)工位上的行程開(kāi)關(guān).soi和SQ2為移載機(jī)3 7氣缸的上位和下位行程開(kāi)關(guān),SQ3和SQ4為移載機(jī)7,氣缸的土位和下位行程開(kāi)關(guān)。
