
涂裝車(chē)間是汽車(chē)制造四大工藝中的第三道工序,其工藝復(fù)雜,主要包括前處理線、電泳線、烘干爐、PVC線、中涂線、面漆線等。生產(chǎn)中要控制的工藝參數(shù)包括溫度、濕度、壓力、流量等,而所有的工藝過(guò)程全都是流水作業(yè),在上下道工序之間工藝的實(shí)現(xiàn)全部靠輸送系統(tǒng)來(lái)實(shí)現(xiàn)。一個(gè)現(xiàn)代化的汽車(chē)涂裝線,輸送系統(tǒng)的自動(dòng)化水平?jīng)Q定了其產(chǎn)能,而變頻器的應(yīng)用是其中最重要的環(huán)節(jié),特別是變頻器的調(diào)速功能,對(duì)后期的產(chǎn)能提升起到了關(guān)鍵性的作用。
汽車(chē)涂裝車(chē)間的設(shè)備按工藝來(lái)分一般有:工藝設(shè)備、機(jī)械化輸送設(shè)備、自動(dòng)噴涂機(jī)(機(jī)器人),對(duì)于機(jī)械化輸送設(shè)備按設(shè)備特點(diǎn)分一般有:升降機(jī)、高溫工藝鏈、常溫工藝鏈、橫移機(jī)、轉(zhuǎn)臺(tái)、滾床等。奇瑞汽車(chē)有限公司涂裝二車(chē)間是由德國(guó)杜爾公司總包建設(shè),整條生產(chǎn)線從德國(guó)進(jìn)口,由杜爾公司承擔(dān)設(shè)計(jì)、制造、安裝、調(diào)試。前處理線、電泳線采用RoDip-3運(yùn)輸系統(tǒng),PVC線、中涂、面漆線采用雙排工藝輸送鏈+滾床+升降機(jī)+帶旋轉(zhuǎn)臺(tái)移行機(jī)等輸送設(shè)備組成。圖1 為涂裝二車(chē)間輸送設(shè)備其中一個(gè)層面,此生產(chǎn)線為亞洲第5條生產(chǎn)線,在國(guó)內(nèi)只有2條,擁有現(xiàn)代化的生產(chǎn)設(shè)備,變頻器在其輸送系統(tǒng)中有著非常重要的作用。

升降機(jī)
升降機(jī)的作用就是把車(chē)身和滑橇由低處運(yùn)至高處,或者把工件從高處運(yùn)送至低處。在本系統(tǒng)中不論使用何種升降設(shè)備,其工作時(shí)都必須平穩(wěn)、可靠、到位準(zhǔn)確,驅(qū)動(dòng)裝置帶制動(dòng)系統(tǒng),無(wú)級(jí)調(diào)速,運(yùn)行速度要滿足工藝要求。升降機(jī)所配用的驅(qū)動(dòng)滾床進(jìn)、出口有自動(dòng)聯(lián)鎖擋塊,升降機(jī)電纜采用保護(hù)拖鏈形式。升降機(jī)按運(yùn)送的工位可分為二層升降機(jī)和三層升降機(jī)兩種;按所在的工作溫度可分為常溫升降機(jī)和高溫升降機(jī),其升降流程如圖3所示。升降機(jī)采用變頻調(diào)速,當(dāng)升降行程在6m 以下時(shí),常溫升降機(jī)的速度為4m/min;升降行程在6m以上時(shí),常溫升降機(jī)的速度為6m/min。高溫升降機(jī)選用4m/min速度。

升降機(jī)的控制系統(tǒng)包括:電器元器件、變頻器、信號(hào)開(kāi)關(guān)、電機(jī)等,其行程長(zhǎng)、動(dòng)作多,相互設(shè)備之間聯(lián)鎖關(guān)系復(fù)雜。而升降機(jī)的速度也是多速控制,速度之間多次進(jìn)行切換,從而來(lái)保障設(shè)備在升降過(guò)程中的穩(wěn)定性。
考慮到生產(chǎn)的節(jié)拍,升降機(jī)的運(yùn)行速度要盡可能的快,而從安全方面考慮,升降機(jī)上升、下降到位的停止速度不能太快,否則將出現(xiàn)無(wú)法停止的情況。針對(duì)此問(wèn)題我們采用了SEW公司的MOVIDRIVE compact驅(qū)動(dòng)變頻器,其控制單元MCF(MCF41AXXX)為控制異步電機(jī)不帶編碼器的VFC 矢量控制方式,一共用三個(gè)速度控制電機(jī)運(yùn)行,中間運(yùn)行速度最快,用接近開(kāi)關(guān)實(shí)現(xiàn)兩次減速后停止。
Rodip-3系統(tǒng)
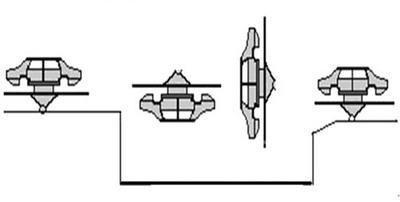
前處理和電泳線輸送系統(tǒng)一般有自行葫蘆、C型鉤、RoDip-3等輸送方式。而RoDip-3系統(tǒng)是目前國(guó)際上最先進(jìn)的涂裝前處理、電泳運(yùn)輸系統(tǒng)之一,因?yàn)镽oDip-3能實(shí)現(xiàn)車(chē)身在槽內(nèi)360o翻轉(zhuǎn)(如圖4所示),對(duì)車(chē)身電泳質(zhì)量起到很好的效果。首先,車(chē)身是以翻轉(zhuǎn)的方式進(jìn)入槽液的,這樣在車(chē)身入槽時(shí),槽液能快速地進(jìn)入車(chē)身,而且能夠避免出現(xiàn)氣囊現(xiàn)象;其次,車(chē)身在槽內(nèi)的擺動(dòng)只需要通過(guò)一個(gè)小的導(dǎo)向軌道就可實(shí)現(xiàn);再次,RoDip-3是直接以翻轉(zhuǎn)的方式進(jìn)入槽內(nèi)的,這樣就節(jié)約了工藝設(shè)備的長(zhǎng)度。電泳RoDip-3設(shè)備如圖5所示。

RoDip-3輸送系統(tǒng)主要由傳動(dòng)裝置、拉緊鏈輪、回轉(zhuǎn)鏈輪、鏈條軌道、RoDip-3滑橇翻轉(zhuǎn)鎖緊支架組成。其傳動(dòng)裝置有兩臺(tái)減速電動(dòng)機(jī)傳動(dòng),有一臺(tái)為備用電機(jī),在特殊的情況下可以進(jìn)行電機(jī)切換,以保障生產(chǎn)的連續(xù)性。輸送機(jī)的速度可以根據(jù)工藝需要在一定范圍內(nèi)調(diào)整,我們?cè)谶@里采用 SEWMCF41A變頻器來(lái)實(shí)現(xiàn)速度調(diào)整,其速度控制需要根據(jù)工藝要求,從而更好地滿足生產(chǎn),嚴(yán)格控制生產(chǎn)節(jié)拍。
UBS(Under Body Sealing)工位
在車(chē)底遮蔽工位,UBS吊具主要用于承載車(chē)身,帶著車(chē)身在工位上運(yùn)行。懸置滾床通過(guò)幾個(gè)鋼柱吊點(diǎn)與室體頂部相連,將滾床懸吊在空中。懸置滾床由驅(qū)動(dòng)電機(jī)、滾輪、齒形皮帶、鋼結(jié)構(gòu)組成。機(jī)械結(jié)構(gòu)上一共由7個(gè)電機(jī)驅(qū)動(dòng)7個(gè)滾床,工作時(shí)7個(gè)電機(jī)要同步運(yùn)行,為了實(shí)現(xiàn)此目的及節(jié)約投資成本,杜爾公司在這里采用了變頻器“一拖幾”的方式,由1臺(tái)變頻器控制7臺(tái)電機(jī)運(yùn)行,如圖6所示。這樣不但解決了其控制環(huán)節(jié)復(fù)雜,相互之間聯(lián)鎖關(guān)系多的問(wèn)題,還同時(shí)能夠達(dá)到變頻調(diào)速的功能。
滾床的分散控制
涂裝車(chē)間的輸送方式一般有地面鏈、滾床等輸送等方式,滾床因?yàn)榫S護(hù)方便、控制速度容易而被廣泛應(yīng)用,在整個(gè)汽車(chē)涂裝車(chē)間里滾床數(shù)量最多、分布最廣。在此,我們選用了SEW公司的MOVIMOT變頻器用于現(xiàn)場(chǎng)分散安裝、控制,如圖7所示。
SEW公司的MOVIMOT帶I/O的通訊接口、總線和電源分開(kāi)連接、可插拔的電機(jī)連線、維修開(kāi)關(guān),通過(guò)內(nèi)置的現(xiàn)場(chǎng)總線接口作為整個(gè)系統(tǒng)的一個(gè)從站掛到PLC硬件組態(tài)網(wǎng)絡(luò)中,實(shí)現(xiàn)分散控制,如圖8所示。

結(jié)語(yǔ)
輸送線設(shè)計(jì)時(shí)設(shè)備的選用要留有適當(dāng)?shù)挠嗔浚诤笃诳赡苡龅疆a(chǎn)能提升、鏈速加快等問(wèn)題,通過(guò)調(diào)節(jié)變頻器的參數(shù)可以達(dá)到提高鏈速的目的,可在不增加任何投資的基礎(chǔ)上實(shí)現(xiàn)生產(chǎn)節(jié)拍提升。涂裝輸送現(xiàn)場(chǎng)如圖9所示。筆者在維護(hù)設(shè)備中通過(guò)變頻器調(diào)速使產(chǎn)能提升了10%。另外,設(shè)備投入后設(shè)備維護(hù)的方便性也是非常重要的因素。控制線盡量選擇插拔式、有操作面板的變頻器,這樣操作方便快捷。

輸送設(shè)備的穩(wěn)定運(yùn)行決定了產(chǎn)量的完成,一條現(xiàn)代化、自動(dòng)化的輸送系統(tǒng)要選用穩(wěn)定、功能強(qiáng)大、方便維護(hù)的變頻器。