
雙色印刷開槽模切機系統(tǒng)設(shè)計
摘要: 我司歷時約1個半月精心設(shè)計之2~5色印刷開槽模切機控制系統(tǒng),運用永宏P(guān)LC之強大的通訊,高速計數(shù)器,中斷及強大的運算能力,諸如浮點運算等,綜合市場上同種印刷設(shè)備之所長,設(shè)計出操作簡單,功能強大,定位精準之產(chǎn)品,博得用戶一致好評,為廠家憑添極大的競爭力,值得同業(yè)大力推廣。
Abstract:
Key words :
一、 選型與設(shè)計電路圖:
1.1、選擇永宏P(guān)LC高功能主機:FBS-60MC*2、FBS-40MC*4,標準數(shù)字量模塊:FBS-8EA*2、FBS-8EX*3、FBS-20EX*1,通訊模塊:FBS-CB25*1、FBS-CB55*6、FBS-CM55*4,臺灣威綸人機界面:MT510TV5一臺,MT506MV5 4臺
1.2、設(shè)計印刷開槽模切機各部分電路配線圖:
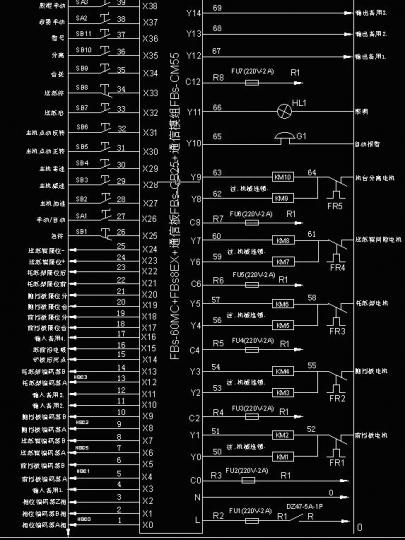
1.21、送紙部S(主站)電路配線圖:












1.1、選擇永宏P(guān)LC高功能主機:FBS-60MC*2、FBS-40MC*4,標準數(shù)字量模塊:FBS-8EA*2、FBS-8EX*3、FBS-20EX*1,通訊模塊:FBS-CB25*1、FBS-CB55*6、FBS-CM55*4,臺灣威綸人機界面:MT510TV5一臺,MT506MV5 4臺
1.2、設(shè)計印刷開槽模切機各部分電路配線圖:
1.21、送紙部S(主站)電路配線圖:
1.22、印刷部A(從站)電路配線圖:
1.23、印刷部B(從站)電路配線圖:與印刷部A一致。
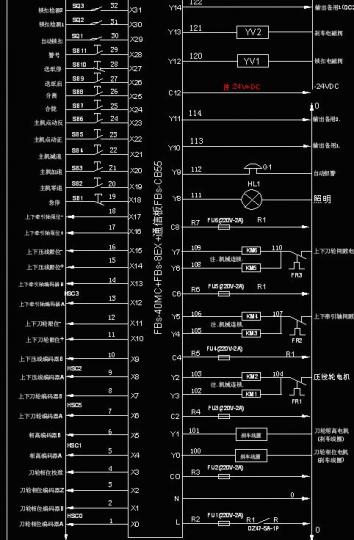
1.24、開槽部K(從站)電路配線圖:
1.24、開槽部K(從站)電路配線圖:
1.25、模切部M(從站)電路配線圖:
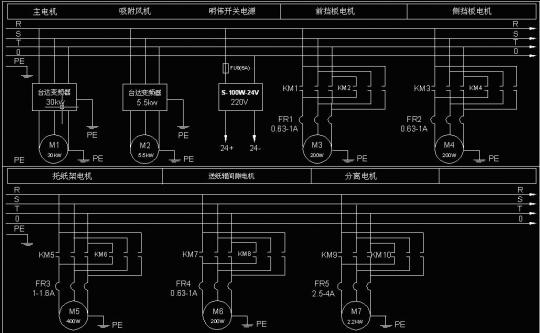
1.26、送紙硬件接線圖
1.27、變頻器通訊接線圖
以上部分為主要電路圖,部分有略去。
二、 設(shè)計印刷機各部分PLC、觸摸屏程式:
2.1、 PLC程式部分:印刷機各部分精度要求比較高(1mm),結(jié)合機械結(jié)構(gòu),由于各個零部件在加工制作上存在著機械上的誤差,為達到總體機械的高精度要求,在PLC程式方面的設(shè)計增加了相對嚴密的輔助程式,減少調(diào)試方面的難度。
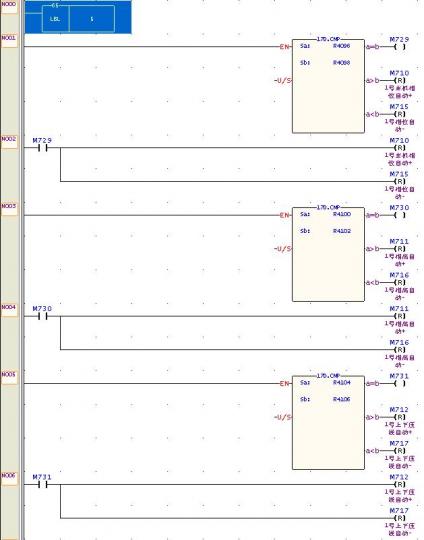
2.11、開槽部K箱高向位設(shè)定梯形圖如下:


2.1、 PLC程式部分:印刷機各部分精度要求比較高(1mm),結(jié)合機械結(jié)構(gòu),由于各個零部件在加工制作上存在著機械上的誤差,為達到總體機械的高精度要求,在PLC程式方面的設(shè)計增加了相對嚴密的輔助程式,減少調(diào)試方面的難度。
2.11、開槽部K箱高向位設(shè)定梯形圖如下:
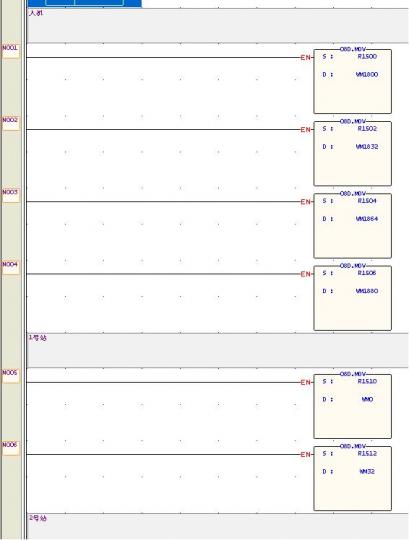
2.12、PLC各站通訊數(shù)據(jù)交換之PLC程式如下:
2.13、相位定位完成區(qū)段程式:
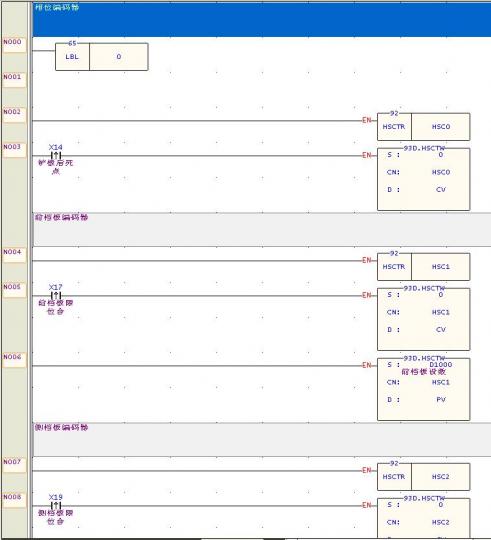
2.14、相位、箱高之高速計數(shù)器刷新即時輸出程式:
2.15、送紙部主站數(shù)據(jù)通訊發(fā)送程式:
2.16、紙箱長、寬設(shè)定自動套色程式:
接上
2.17、印刷機手動控制程式:
以上僅為PLC部分主要程式的設(shè)計。
2.2、 觸摸屏程式方面:觸摸屏程式在設(shè)計上以簡單實用為原則,方便各個知識層面上的工作人員進行操作。
2.21、整臺印刷開槽模切機主站觸摸屏畫面:

2.2、 觸摸屏程式方面:觸摸屏程式在設(shè)計上以簡單實用為原則,方便各個知識層面上的工作人員進行操作。
2.21、整臺印刷開槽模切機主站觸摸屏畫面:
主畫面可以直接設(shè)定本次操作所需要生產(chǎn)的產(chǎn)量,到設(shè)定值后自動停機,顯示當前產(chǎn)量值及產(chǎn)值速度,顯示風機1、2及主機之轉(zhuǎn)速,提供報警信息,保障安全。
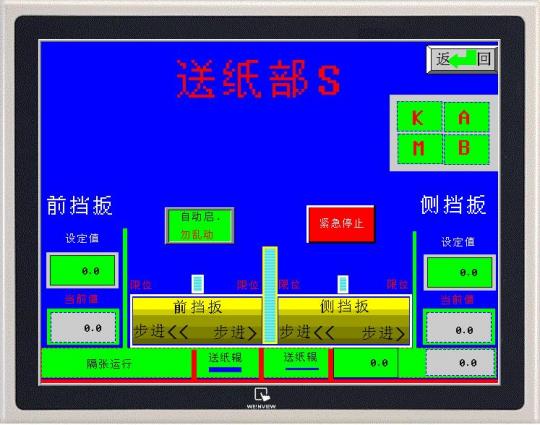
2.22、送紙部S畫面:
2.22、送紙部S畫面:
送紙部S設(shè)定紙張長、寬等相關(guān)數(shù)據(jù)后,保證后面各部分印刷、模切、開槽位置精確,達到良好印刷效果。
2.23、印刷部A畫面:

2.23、印刷部A畫面:
顯示如畫面所描述之數(shù)值,在自動/手動狀態(tài)下,印刷部A可方便調(diào)整印刷位置及印刷深度。
2.24、印刷部B畫面:
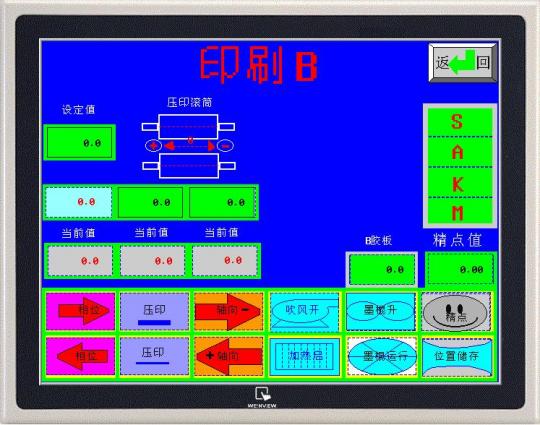
2.24、印刷部B畫面:
顯示如畫面所描述之數(shù)值,在自動/手動狀態(tài)下,印刷部B可方便調(diào)整印刷位置及印刷深度。
2.25、開槽部K畫面:

顯示如畫面所描述之數(shù)值,可精確設(shè)定前刀、后刀位置,即刀輪、牽引、壓線、預壓等數(shù)值,保證開槽精度,各部分刀盤可以自動調(diào)整長/寬。
2.26、模切部M畫面:
2.25、開槽部K畫面:
顯示如畫面所描述之數(shù)值,可精確設(shè)定前刀、后刀位置,即刀輪、牽引、壓線、預壓等數(shù)值,保證開槽精度,各部分刀盤可以自動調(diào)整長/寬。
2.26、模切部M畫面:
模切部M畫面可方便設(shè)定相關(guān)數(shù)據(jù),保證印刷紙張開模精確。
2.27、系統(tǒng)自動套色畫面:
2.27、系統(tǒng)自動套色畫面:
自動套色部分能精確定位印刷位置,從而方便新品操作所需要調(diào)整的印刷精確位置,縮短調(diào)試時間,大大提高其工作效率。
2.28、系統(tǒng)訂單儲存畫面:
2.28、系統(tǒng)訂單儲存畫面:
本機利用永宏P(guān)LC檔案寄存器可儲存訂單在600條以上,給用戶提供多種靈活應(yīng)用及選擇,使本機在業(yè)內(nèi)有強大的競爭力。
2.29、系統(tǒng)報警記錄畫面:
2.210、本機臺在按所設(shè)定的數(shù)值在運轉(zhuǎn)時未達到應(yīng)有的精確度或者機械部件有損壞等狀態(tài)下,系統(tǒng)將自動報警、停機并記錄事件經(jīng)過,以保障機臺安全運行,方便維護。
2.3、系統(tǒng)小觸摸屏部分:本機臺各個小屏畫面略,其主要功能:在自動/手動狀態(tài)下方便停機擦板,顯示該部分運行數(shù)據(jù),位置儲存,返回印刷位置,無須再次套色。
結(jié)后語:我司歷時約1個半月精心設(shè)計之2~5色印刷開槽模切機控制系統(tǒng),運用永宏P(guān)LC之強大的通訊,高速計數(shù)器,中斷及強大的運算能力,諸如浮點運算等,綜合市場上同種印刷設(shè)備之所長,設(shè)計出操作簡單,功能強大,定位精準之產(chǎn)品,博得用戶一致好評,為廠家憑添極大的競爭力,值得同業(yè)大力推廣。
2.3、系統(tǒng)小觸摸屏部分:本機臺各個小屏畫面略,其主要功能:在自動/手動狀態(tài)下方便停機擦板,顯示該部分運行數(shù)據(jù),位置儲存,返回印刷位置,無須再次套色。
結(jié)后語:我司歷時約1個半月精心設(shè)計之2~5色印刷開槽模切機控制系統(tǒng),運用永宏P(guān)LC之強大的通訊,高速計數(shù)器,中斷及強大的運算能力,諸如浮點運算等,綜合市場上同種印刷設(shè)備之所長,設(shè)計出操作簡單,功能強大,定位精準之產(chǎn)品,博得用戶一致好評,為廠家憑添極大的競爭力,值得同業(yè)大力推廣。
此內(nèi)容為AET網(wǎng)站原創(chuàng),未經(jīng)授權(quán)禁止轉(zhuǎn)載。