
一、 激光切割概述
激光束通過聚焦成直徑很小的光斑,焦點(diǎn)處能量極高,高能量使被切割材料在極短的時(shí)間內(nèi)加熱到汽化溫度,蒸發(fā)形成斷裂,隨著光斑與被切割材料的相對(duì)運(yùn)動(dòng),形成切縫。激光切割應(yīng)用范圍廣,除了高反射率材料,如金、銀、銅和鋁合金之外,絕大多數(shù)有機(jī)與無機(jī)物都可以用激光切割。激光切割由于速度快、切縫小、切邊受熱影響小,所以被切割材料極少變形。由于激光切割擁有無毛刺、皺折、精度高、無需接觸等特點(diǎn),與傳統(tǒng)的等離子切割、刀具切割、火焰切割相比更具優(yōu)越性,因此深受相關(guān)行業(yè)的青睞,并廣泛應(yīng)用于服裝、電子、皮革、工藝品等制造行業(yè)。
二、 激光切割系統(tǒng)介紹
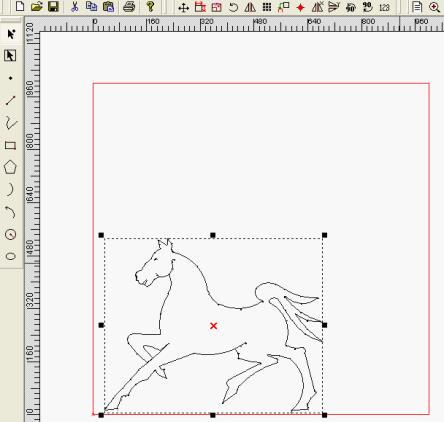
眾為興激光切割系統(tǒng)操作簡(jiǎn)單,界面簡(jiǎn)潔,所見即所得。具有教導(dǎo)編輯功能、數(shù)據(jù)導(dǎo)入功能、手動(dòng)繪圖、圖形再編輯、仿真功能、歸零功能、暫停功能、IO診斷功能、手動(dòng)調(diào)試功能等。教導(dǎo)編輯功能可以手動(dòng)教導(dǎo)各種軌跡、圓、橢圓、矩形等,將需要切割的軌跡教導(dǎo)成數(shù)據(jù);導(dǎo)入功能可以導(dǎo)入 Mastercam等繪圖工具生成G代碼,或者導(dǎo)入AutoCAD等軟件生成的DXF文件,或者CoreDraw等軟件生成的PLT文件作為切割軌跡加工的原始數(shù)據(jù);仿真功能可以在正式切割之前模擬加工,可提前發(fā)現(xiàn)加工中將出現(xiàn)的錯(cuò)誤;IO診斷和手動(dòng)功能,在調(diào)試機(jī)器和檢測(cè)機(jī)器故障的過程中尤為重要;圖形再編輯,可以對(duì)切割圖形進(jìn)行矩陣陣列、任意角度旋轉(zhuǎn)、平移、鏡像、復(fù)制、排列等操作、使切割軌跡更優(yōu)化。
圖形編輯界面如下:
一、 運(yùn)動(dòng)控制卡部分功能介紹
● 32位PCI總線,即插即用
● 4軸伺服/步進(jìn)電機(jī)控制,每軸可獨(dú)立控制,互不影響
● 脈沖輸出的頻率誤差小于0.1%
● 最大脈沖輸出頻率為4MHz,支持單脈沖(脈沖+方向)和雙脈沖(脈沖+脈沖)方式控制方式。
● 4軸均有位置反饋輸入,32位計(jì)數(shù),最大計(jì)數(shù)范圍 -2,147,483,648~+2,147,483,647
● 直線或S曲線加/減速,非對(duì)稱直線加/減速。
● 任意2-3軸直線插補(bǔ),任意2軸圓弧插補(bǔ)。
● 可用連續(xù)插補(bǔ)功能,最大驅(qū)動(dòng)速度2MHz
● 每軸都有2 個(gè)32位比較寄存器,用于邏輯位置計(jì)數(shù)器或者實(shí)際位置計(jì)數(shù)器的位置大小比較,可用于軟件限位
● 可接收伺服馬達(dá)驅(qū)動(dòng)器的各種信號(hào),如編碼器Z相信號(hào)、到位信號(hào)、報(bào)警信號(hào)等
● 運(yùn)動(dòng)中可實(shí)時(shí)改變速度和目標(biāo)位置
● 運(yùn)動(dòng)中可以實(shí)時(shí)讀出邏輯位置、實(shí)際位置、驅(qū)動(dòng)速度、加速度、驅(qū)動(dòng)狀態(tài)
● 位置計(jì)數(shù)器具有可變環(huán)形功能,邏輯位置計(jì)數(shù)器及實(shí)位數(shù)器是32位長(zhǎng)的上/下環(huán)形計(jì)數(shù)器
● 每軸有8入8出數(shù)字I/O,除2限位信號(hào)外均可作為通用I/O使用,數(shù)字輸出可用于伺服開啟,伺服報(bào)警復(fù)位等信號(hào)
● 每一個(gè)輸入信號(hào)的輸入端都裝備積分型的濾波器,可以設(shè)定哪一個(gè)輸入信號(hào)的濾波器功能變?yōu)橛行Щ驘o效,濾波器的時(shí)間常數(shù)從8個(gè)種類里可以選擇1個(gè)
該款運(yùn)動(dòng)控制卡,有一個(gè)比較實(shí)用的功能——“連續(xù)插補(bǔ)”。連續(xù)插補(bǔ)功能是指:當(dāng)上一條運(yùn)動(dòng)指令未完全執(zhí)行完的情況下,允許放入下一條插補(bǔ)指令,這樣循環(huán)執(zhí)行可以保證插補(bǔ)軌跡的連續(xù)性,使切割出的產(chǎn)品邊緣更平滑。多種速度曲線也能使機(jī)器運(yùn)動(dòng)更流暢平滑。
二、 結(jié)束語(yǔ)
ADT-8948A1運(yùn)動(dòng)控制卡不僅可以用于激光切割行業(yè),其它很多行業(yè)都可以應(yīng)用。在工業(yè)PC機(jī)+運(yùn)動(dòng)控制卡+控制單元(伺服+電機(jī))的運(yùn)動(dòng)控制方案中,運(yùn)動(dòng)控制卡作為運(yùn)動(dòng)控制系統(tǒng)的核心部件,他是運(yùn)動(dòng)控制系統(tǒng)中不可或缺的一部分。ADT-8948A1作為一款高性能的四軸運(yùn)動(dòng)控制卡,它不僅可以用在切割機(jī)中,也可以用在其他工業(yè)設(shè)備中,如、涂覆、點(diǎn)膠、雕刻機(jī)、噴涂機(jī)、點(diǎn)膠機(jī)、焊接機(jī)等。