
一、 概述
全自動(dòng)(生物降解)塑料制杯機(jī)是根據(jù)塑料熱成型技術(shù)工藝開發(fā)研制的一種高效率、全自動(dòng)的塑料熱成型設(shè)備。由送片-加熱-拉伸-成型-切邊等一次性完成。本機(jī)適用生產(chǎn)PP、PE、PET、PS、HIPS和其它塑料片材的制品等塑料制品,通過(guò)更換模具,將塑料片材加熱至一定溫度正壓成型,制成各種杯、盒、碗等薄壁容器如牛奶杯、果凍杯、雪糕杯、一次性飲水杯、飲料杯、方便面碗、快餐盒、食品盒等高檔容器產(chǎn)品。本機(jī)生產(chǎn)的成品檔次高、無(wú)環(huán)境污染,用途廣泛。
二、 工藝簡(jiǎn)介
塑料制杯機(jī)設(shè)備是集機(jī)、電、氣一體化設(shè)計(jì),采用德國(guó)西門子的PLC配以人機(jī)界面,可根據(jù)不同的產(chǎn)品在人機(jī)界面設(shè)定工藝參數(shù),更換模具方便且易操作。取代了傳統(tǒng)的繼電器順序控制方式及面板開關(guān)操作,具有調(diào)試方便,響應(yīng)速度快等特點(diǎn)。操作界面上的各功能鍵在屏幕上都用文字標(biāo)示出其在當(dāng)時(shí)畫面的用途,調(diào)試人員只須用操作界面,按照屏幕上的文字提示就能完成整臺(tái)機(jī)器的運(yùn)行、運(yùn)行參數(shù)調(diào)節(jié)及手動(dòng)操作機(jī)器等工作。主機(jī)運(yùn)轉(zhuǎn)和送片由伺服控制,成型、拉伸、剪切,出模,疊杯(可選)自動(dòng)完成。溫度加熱由PID數(shù)顯儀表控制,精度高。本機(jī)具有用途廣泛、運(yùn)行平穩(wěn)、成品率高、噪音小等優(yōu)點(diǎn)。全自動(dòng)一次性料杯機(jī)主要用于生產(chǎn)、制作一次性餐飲具、冷飲杯、酸奶杯、果凍杯、冰淇淋杯、快餐盒、方便面碗等。
三、 設(shè)備組成
塑料制杯機(jī)設(shè)備可以分為德國(guó)西門子的PLC、人機(jī)界面、BWS伺服系統(tǒng)和外部溫控模塊等組成。PLC配以人機(jī)界面,用戶可根據(jù)不同的產(chǎn)品在人機(jī)界面設(shè)定工藝參數(shù),更換模具方便且易操作。操作界面上的各功能鍵在屏幕上都用文字標(biāo)示出其在當(dāng)時(shí)畫面的用途,調(diào)試人員只須用操作界面,按照屏幕上的文字提示就能完成整臺(tái)機(jī)器的運(yùn)行、運(yùn)行參數(shù)調(diào)節(jié)及手動(dòng)操作機(jī)器等工作。伺服系統(tǒng)接收PLC的脈沖指令完成精確的位置控制,與PLC配以人機(jī)界面完成主機(jī)的升降運(yùn)轉(zhuǎn)和送片功能。溫度加熱由PID數(shù)顯儀表控制,通過(guò)對(duì)加工的不同產(chǎn)品所需的溫度實(shí)時(shí)可控,很好地保證了產(chǎn)品的質(zhì)量。
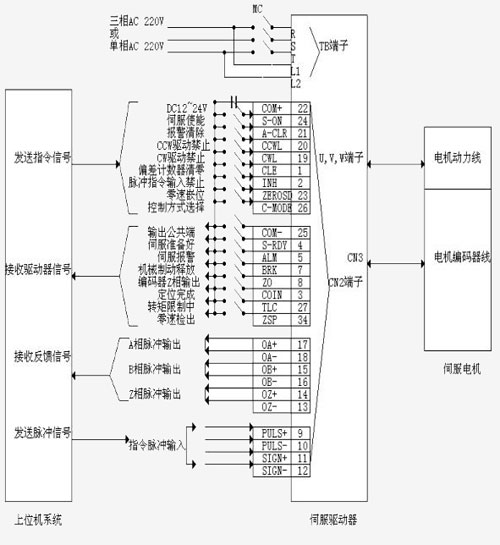
四、 控制線(CN2)接線圖與伺服參數(shù)設(shè)置
1)控制線(CN2)接線圖
2)參數(shù)設(shè)置說(shuō)明:
P4=0(控制方式選擇,0:位置控制);
P9=22(電機(jī)型號(hào)選擇);
P26=0/1(脈沖輸出邏輯取反);
P27=0/1(脈沖輸入邏輯取反,可用于改變電機(jī)方向);
P31=5(輸入指令脈沖倍頻分子);
P32=1(輸入指令脈沖倍頻分母);
注:電子齒輪比=PA31/PA32==Ppulse / P
其中Ppulse :電機(jī)每轉(zhuǎn)脈沖數(shù),指電機(jī)旋轉(zhuǎn)一圈電機(jī)反饋元件反饋的的脈沖數(shù)(脈沖/圈)。如2500線的增量式編碼器,其反饋到驅(qū)動(dòng)器的脈沖數(shù)為2500×4=10000;
P:指要使電機(jī)旋轉(zhuǎn)一圈伺服所需接收的上位機(jī)指令脈沖數(shù)(脈沖/圈);
五、 調(diào)試與注意事項(xiàng)
1)、調(diào)試步驟:
A、正確接好電機(jī)動(dòng)力線(U、V、W、PE),編碼器線(CN3),電源線(L1、L2、R、S、T),根據(jù)要求接好上位機(jī)控制線(CN2);
B、低速空載運(yùn)行一下電機(jī),看電機(jī)方向和上位機(jī)接收的AB信號(hào)是否正確(可通過(guò)調(diào)節(jié)PA26、PA27參數(shù)來(lái)改變電機(jī)方向);
C、根據(jù)要求設(shè)置好伺服驅(qū)動(dòng)器的電子齒輪比(PA31/PA32);
D、完成上述步驟后,再運(yùn)行一下電機(jī),看電機(jī)聲音是否正常,電機(jī)剛性是否滿足以及響應(yīng)時(shí)間;(可通過(guò)調(diào)節(jié):位置環(huán)參數(shù)PA11、PA12、PA13;速度環(huán)參數(shù)PA14、PA15;電流環(huán)參數(shù)PA38,PA41)。
E、調(diào)節(jié)后試做一樣品看是否滿足要求,樣品不是很滿意時(shí)可重復(fù)D步驟,直到加工出的樣品滿足要求。
2)、注意事項(xiàng):
A、接動(dòng)力線(U、V、W)時(shí),一定要一一對(duì)應(yīng)接到U、V、W端子上。不能通過(guò)改變U、V、W相序來(lái)改變電機(jī)方向,可通過(guò)調(diào)節(jié)參數(shù)來(lái)該變電機(jī)方向。
B、接控制線(CN2)時(shí),上位機(jī)系統(tǒng)和伺服一定要有一端接屏蔽線,避免外界對(duì)控制信號(hào)的干擾。
C、布線一定要合理,交直流電源要嚴(yán)格分開,控制線要與電機(jī)動(dòng)力線、電源線嚴(yán)格分開。
3)、結(jié)果:經(jīng)過(guò)客戶的試用,加工出來(lái)的產(chǎn)品都符合客戶需求,各項(xiàng)指標(biāo)都達(dá)到要求,同時(shí)還提高了生產(chǎn)效率。
六、 故障與排除方法
1)故障:上位機(jī)一給信號(hào)電機(jī)就跑飛了,驅(qū)動(dòng)器出現(xiàn)09號(hào)報(bào)警;
排除方法:檢查電機(jī)動(dòng)力線(U、V、W)相序是否接錯(cuò),查看驅(qū)動(dòng)器PA9(電機(jī)型號(hào)選擇)是否設(shè)置正確。
2)故障:出現(xiàn)27號(hào)報(bào)警
排除方法:查看電機(jī)編碼器線(CN3)是否松了,固定好后再試。
3)故障:上位機(jī)發(fā)送脈沖,電機(jī)不運(yùn)行
排除方法:查看控制線(CN2)中的信號(hào)線是否接錯(cuò),查看伺服驅(qū)動(dòng)器PA64看是否設(shè)置正確,驅(qū)動(dòng)器內(nèi)部使能(PA64=64),上位機(jī)使能(PA64=0)。
4)故障:運(yùn)行過(guò)程中出現(xiàn)01號(hào)報(bào)警;
排除方法:過(guò)載保護(hù),在機(jī)械沒(méi)有卡住的情況下,看 PA48和PA81(過(guò)載倍數(shù))是否設(shè)置過(guò)低,可以相對(duì)把PA48設(shè)置高些。
七、 總結(jié)
此塑料制杯機(jī)設(shè)備充分結(jié)合了東能伺服EPS2系列的響應(yīng)快、定位精確、運(yùn)行平穩(wěn)等優(yōu)點(diǎn)。經(jīng)過(guò)客戶的試用,加工出來(lái)的產(chǎn)品都符合客戶要求,各項(xiàng)指標(biāo)都達(dá)到要求,同時(shí)還提高了生產(chǎn)效率,使客戶達(dá)到最大滿意度。此設(shè)備向客戶充分展示了BWS伺服的優(yōu)勢(shì),同時(shí)也提高塑料制杯機(jī)設(shè)備在市場(chǎng)上的競(jìng)爭(zhēng)力。