
一、概述
數(shù)控(NumericalControl,簡稱NC)是20世紀(jì)50年代發(fā)展起來的一種自動(dòng)控制技術(shù),是用數(shù)字信號(hào)對(duì)機(jī)床的運(yùn)動(dòng)及加工過程進(jìn)行控制的一種方法。在數(shù)控技術(shù)中引進(jìn)計(jì)算機(jī)技術(shù),稱為CNC(ComputerNumericalContr01),CNC具有柔性好、功能強(qiáng)、可靠性高、經(jīng)濟(jì)性好以及易于實(shí)現(xiàn)機(jī)電一體化等特點(diǎn),使數(shù)控技術(shù)在質(zhì)的方面完成了一次飛躍。
二、工藝簡介
臥式數(shù)控機(jī)床由CNC控制器,伺服驅(qū)動(dòng)及電機(jī)、電器柜和數(shù)控機(jī)床的機(jī)架四部分組成。其工作原理是:通過CNC內(nèi)配置的專用編程軟件,將加工零件的的軌跡用坐標(biāo)的方式表達(dá)出來,把這些信息轉(zhuǎn)化成能使驅(qū)動(dòng)伺服電機(jī)的帶有功率的信號(hào)(脈沖串),控制伺服電機(jī)帶動(dòng)相應(yīng)軸來實(shí)現(xiàn)運(yùn)動(dòng)軌跡。同時(shí),刀架上配有數(shù)控車刀,通過按加工材質(zhì)配置相應(yīng)的刀具,對(duì)固定于主軸上的加工材料進(jìn)行切削,即可加工出相應(yīng)的工件。
三、設(shè)備組成
臥式數(shù)控機(jī)床由CNC系統(tǒng),伺服驅(qū)動(dòng)及電機(jī),電器柜和機(jī)床床身四部分組成。CNC系統(tǒng):主要完成執(zhí)行其存儲(chǔ)器內(nèi)的程序來實(shí)現(xiàn)數(shù)控功能,并配有接口電路和伺服驅(qū)動(dòng)裝置的專用計(jì)算機(jī)系統(tǒng),把系統(tǒng)自己計(jì)算的信息轉(zhuǎn)化成驅(qū)動(dòng)伺服電機(jī)的帶有功率的信號(hào)(脈沖串),控制數(shù)控機(jī)床各軸生成X,Y,Z三軸的走刀路徑,自動(dòng)地按給定的加工程序加工出工件。所以,計(jì)算機(jī)數(shù)控系統(tǒng)是一種包含計(jì)算機(jī)在內(nèi)的數(shù)字控制系統(tǒng)。
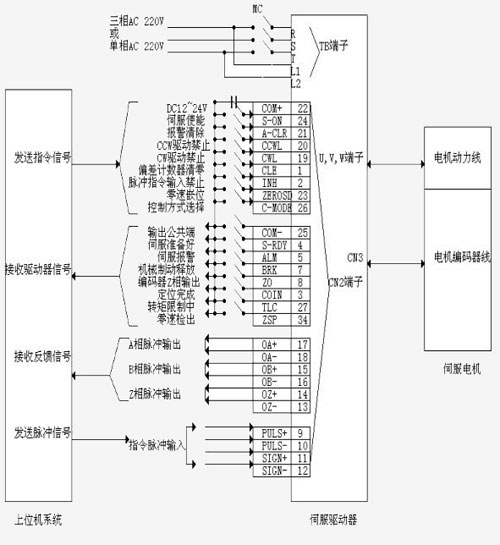
四、控制線(CN2)接線圖與伺服參數(shù)設(shè)置
1)控制線(CN2)接線圖
2)參數(shù)設(shè)置說明:
PA4=0(控制方式選擇,0:位置控制);
PA9=16(電機(jī)型號(hào)選擇,不同電機(jī)此參數(shù)不一樣);
PA11=3500(位置環(huán)增益,范圍500—8000);
PA27=0/1(脈沖輸入邏輯取反,可用于改變電機(jī)方向);
PA31(輸入指令脈沖倍頻分子);
PA32(輸入指令脈沖倍頻分母);
注:電子齒輪比=PA31/PA32==Ppulse / P
其中Ppulse :電機(jī)每轉(zhuǎn)脈沖數(shù),指電機(jī)旋轉(zhuǎn)一圈電機(jī)反饋元件反饋的的脈沖數(shù)(脈沖/圈)。如2500線的增量式編碼器,其反饋到驅(qū)動(dòng)器的脈沖數(shù)為2500×4=10000;
P:指要使電機(jī)旋轉(zhuǎn)一圈伺服所需接收的上位機(jī)指令脈沖數(shù)(脈沖/圈);
五、調(diào)試與注意事項(xiàng)
1)、調(diào)試步驟:
A、正確接好電機(jī)動(dòng)力線(U、V、W),編碼器線(CN3),電源線(L1、L2、R、S、T),接好控制線(CN2);
B、低速運(yùn)行一下電機(jī),看電機(jī)方向是否正確(可通過調(diào)節(jié)PPA27參數(shù)來改變電機(jī)方向);
C、根據(jù)要求設(shè)置好伺服驅(qū)動(dòng)器的電子齒輪比(PA31/PA32);
D、完成上述步驟后,在運(yùn)行一下電機(jī),看電機(jī)聲音是否正常,電機(jī)剛性是否滿足,以及響應(yīng)時(shí)間;(可通過調(diào)節(jié):位置環(huán)參數(shù)PA11、PA12、PA13;速度環(huán)參數(shù)PA14、PA15;電流環(huán)參數(shù)PA38、PA41)。
E、調(diào)節(jié)后,車削一個(gè)樣品看是否滿足要求,樣品不好時(shí)可重復(fù)D步驟,直到車削出的樣品滿足要求。
2)、注意事項(xiàng):
A、接動(dòng)力線(U、V、W)時(shí),一定要一一對(duì)應(yīng)接到U、V、W端子上。不能通過改變U、V、W相序來改變電機(jī)方向,可通過調(diào)節(jié)參數(shù)來該變電機(jī)方向。
B、接控制線(CN2)時(shí),一定要有一端接屏蔽線。避免外界對(duì)控制信號(hào)的干擾。
C、布線一定要合理,交直流電源要嚴(yán)格分開,控制線要與電機(jī)動(dòng)力線,電源線嚴(yán)格分開。
3)、結(jié)果:
相比客戶以前的車床,用伺服不但在速度上大大得到提高,而且在定位精度也比以前提高許多,電機(jī)的聲音也比之前小得多,使客戶達(dá)到最大的滿意度。
六、故障與排除方法
1)、故障:上位機(jī)一給信號(hào)電機(jī)就跑飛了,驅(qū)動(dòng)器出現(xiàn)09號(hào)報(bào)警;
排除方法;檢查電機(jī)動(dòng)力線(U、V、W)相序是否接錯(cuò),查看驅(qū)動(dòng)器PA9(電機(jī)型號(hào)選擇)是否設(shè)置正確。
2)、故障:出現(xiàn)27號(hào)報(bào)警
排除方法:查看電機(jī)編碼器線(CN3)是否松了。固定好后在試。
3)、故障:上位機(jī)發(fā)送脈沖,電機(jī)不運(yùn)行
排除方法:查看控制線(CN2)中的信號(hào)線是否錯(cuò),查看伺服驅(qū)動(dòng)器PA64看是否設(shè)置正確,驅(qū)動(dòng)器內(nèi)部使能(PA64=64),上位機(jī)使能(PA64=0).
七、總結(jié)
此數(shù)控機(jī)床充分結(jié)合了東能伺服EPS2系列的響應(yīng)快,定位精確、整定時(shí)間短、運(yùn)行平穩(wěn)。從而使客戶達(dá)到最大的滿意度,不但提高客戶的產(chǎn)量、質(zhì)量,而且為客戶節(jié)省人工成本。此設(shè)備向客戶充分展示了浙江東能科技有限公司的技術(shù)能力,同時(shí)使車床廠家在市場上性價(jià)比的競爭大大增強(qiáng)。